Principales tipos de Moldes de fundición a presión
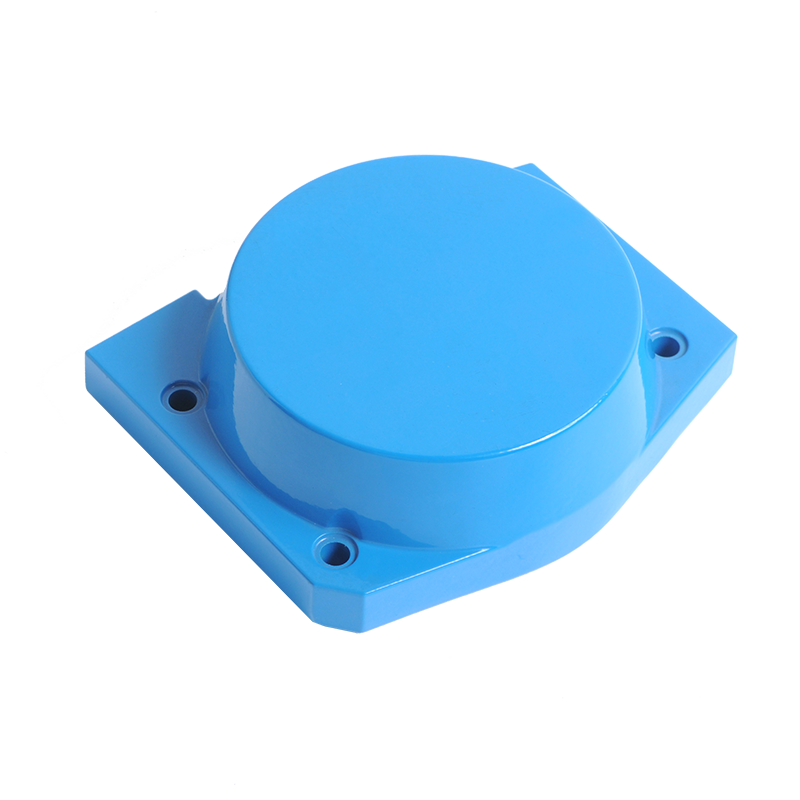
1. Moldes de una sola cavidad: Estos moldes tienen una sola cavidad de vertido, adecuados para la producción de una sola pieza o de lotes pequeños.
Estructura relativamente simple, bajo costo de fabricación y fácil de cambiar y mantener.
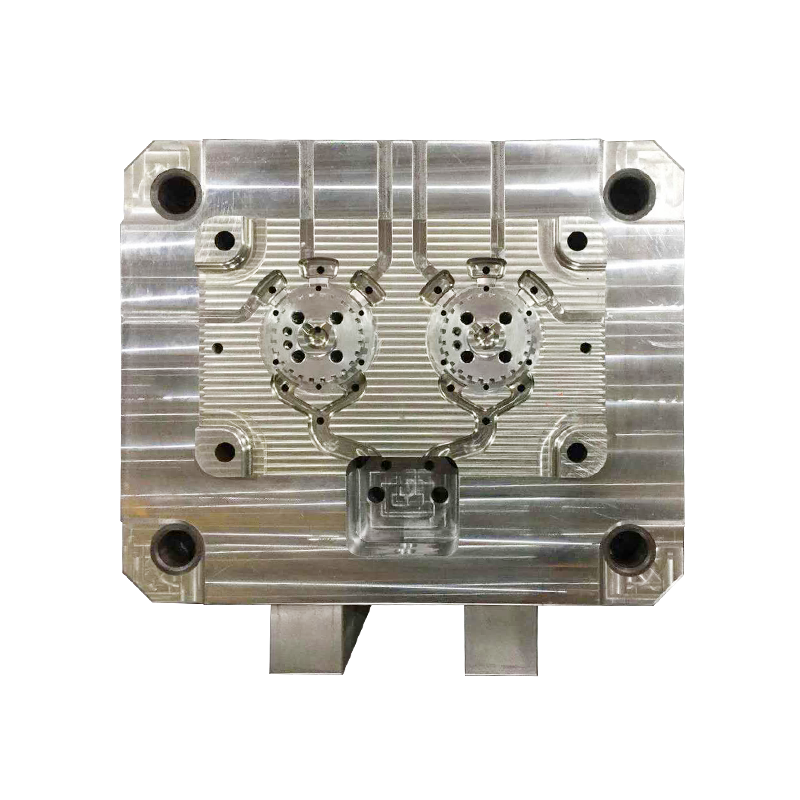
2. Moldes de cavidades múltiples: Estos moldes tienen múltiples cavidades idénticas o diferentes dentro del mismo molde, lo que permite la producción de múltiples piezas fundidas a la vez.
Mejora la eficiencia de la producción y reduce el costo unitario; comúnmente utilizado para la producción en masa de piezas de automóviles, carcasas electrónicas, etc.
3. Moldes de canal caliente frente a moldes de canal frío:
Los moldes de canal caliente mantienen la temperatura del metal fundido en la compuerta y los canales, lo que reduce la pérdida por enfriamiento del metal y mejora la utilización del material.
Los moldes de canal frío utilizan canales a temperatura ambiente, lo que da como resultado una estructura más robusta, adecuada para la producción de piezas fundidas de paredes gruesas a alta presión.
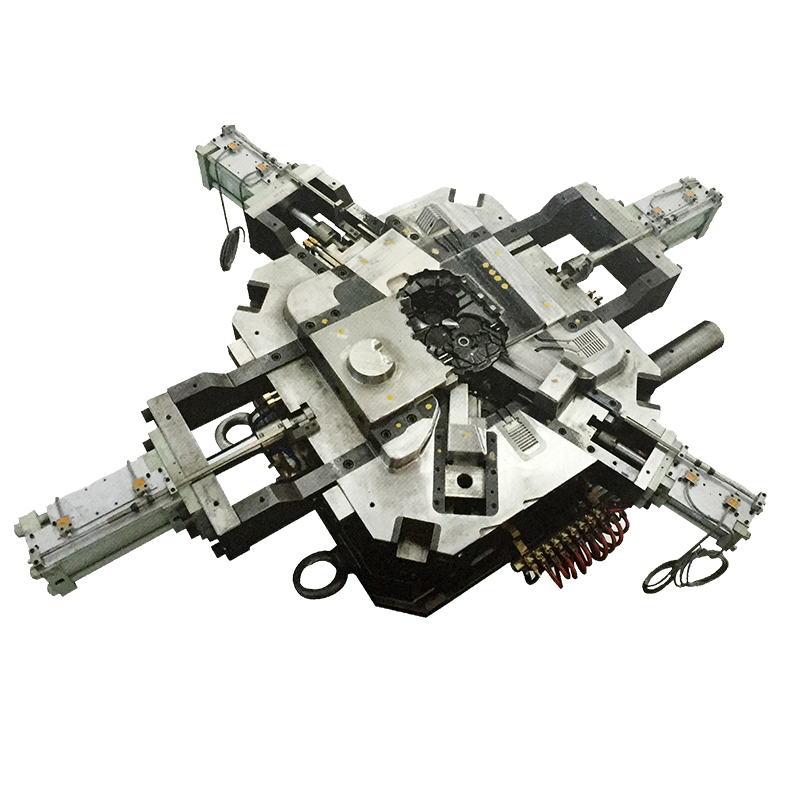
4. Moldes divididos (de dos o tres partes): Dependiendo de la geometría de los requisitos de fundición y desmolde, el molde se divide en dos o tres mitades para facilitar la formación de estructuras internas complejas y un desmolde suave.
A menudo se utiliza junto con piezas móviles, como núcleos móviles y deslizadores, y permite el mecanizado de piezas huecas o con ranuras internas.
¿Cómo se fabrica un molde de fundición a presión?
Proceso de fabricación de moldes de fundición a presión:
1. Diseño conceptual y simulación numérica: el modelado 3D se realiza utilizando CAD (como PRO/E) para determinar parámetros geométricos clave, como la cavidad, la compuerta y el sistema de enfriamiento.
CAE (análisis de flujo, análisis térmico) se utiliza para predecir el comportamiento del llenado de metal, optimizar el diseño de la entrada y el circuito de enfriamiento y garantizar la calidad de la fundición.
2. Selección de materiales y tratamiento térmico: Se selecciona acero para herramientas de alta dureza y resistente a altas temperaturas como material base del molde para resistir la inyección de alta presión y el choque térmico.
Se realizan tratamientos térmicos de normalización, enfriamiento y revenido para lograr una dureza del molde de HRC 50-55, mejorando la resistencia al desgaste y la vida útil.
3. Mecanizado de precisión: Se utilizan centros de mecanizado CNC, electroerosión CNC y equipos de corte de alambre para el desbaste, acabado y micromecanizado del molde.
Los componentes clave (como compuertas, orificios de enfriamiento y núcleos móviles) se someten a un mecanizado de alta precisión, con tolerancias controladas dentro de ±0,05 mm para garantizar un flujo de metal fluido.
4. Ensamblaje, inspección y fundición de prueba: los componentes mecanizados se ensamblan con precisión y se instalan tuberías de enfriamiento, sistemas de guía y mecanismos de expulsión.
La precisión dimensional se verifica mediante una máquina de medición de coordenadas e inspección óptica. Luego se realiza una fundición de prueba para verificar la integridad del vertido, la uniformidad del enfriamiento y la suavidad del desmolde, y se realizan ajustes finos según sea necesario.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano