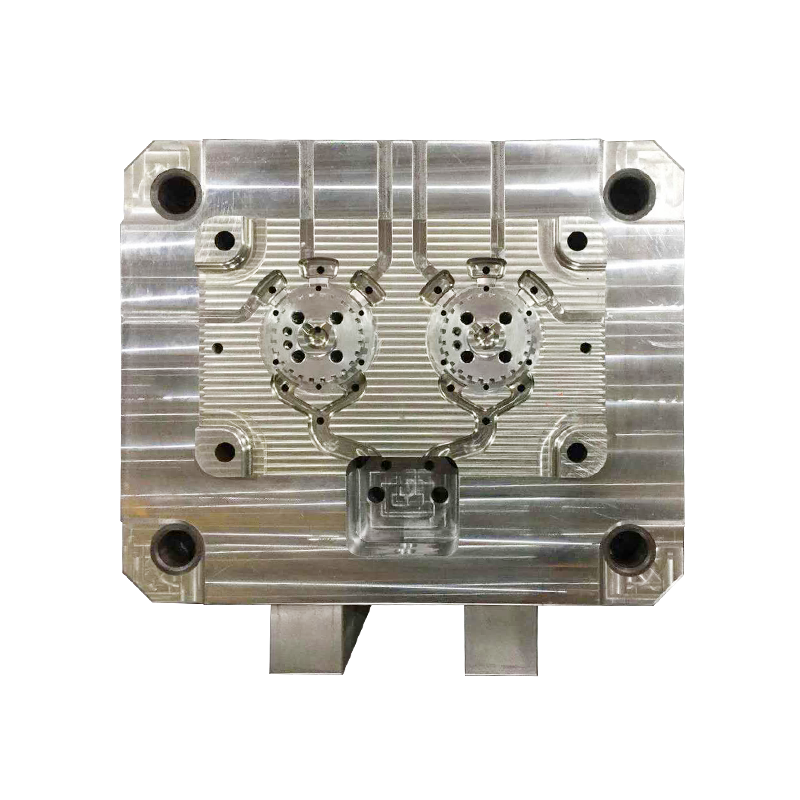
1. Preparación y montaje del molde.
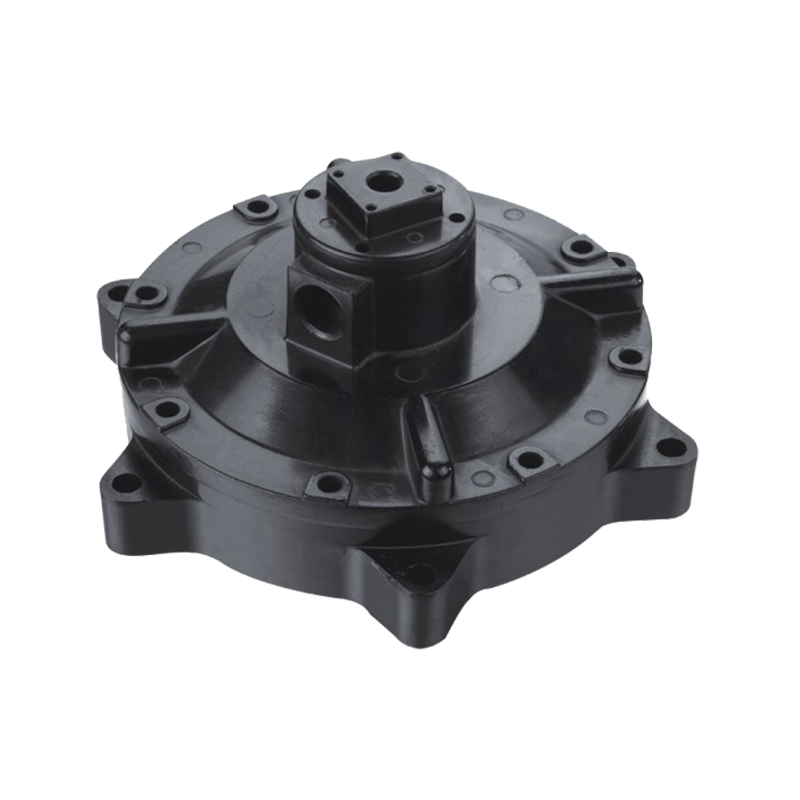
Las mitades del molde superior e inferior premecanizadas están montadas en el fundición a presión de piezas de automóviles placa de presión de la máquina, asegurando un ajuste perfecto y trabando en su lugar.
Para evitar que el metal se pegue, a menudo se rocía un recubrimiento refractario sobre la superficie de la cavidad del molde o se limpia la superficie con un cepillo.
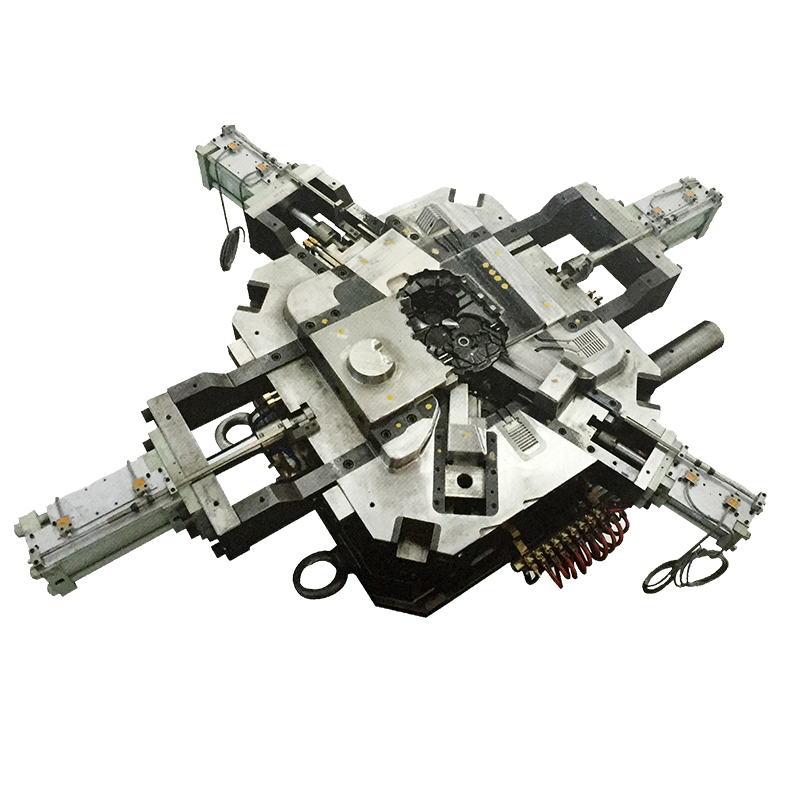
2. Calentamiento e inyección de metal fundido
La aleación de aluminio o magnesio se calienta hasta una temperatura de fusión adecuada (aproximadamente 600 a 700 °C) en un horno y luego se inyecta en la cavidad del molde a alta velocidad y de manera uniforme utilizando un sistema de inyección de alta presión.
La inyección a alta presión puede llenar cavidades complejas en muy poco tiempo, asegurando un espesor de pared uniforme.
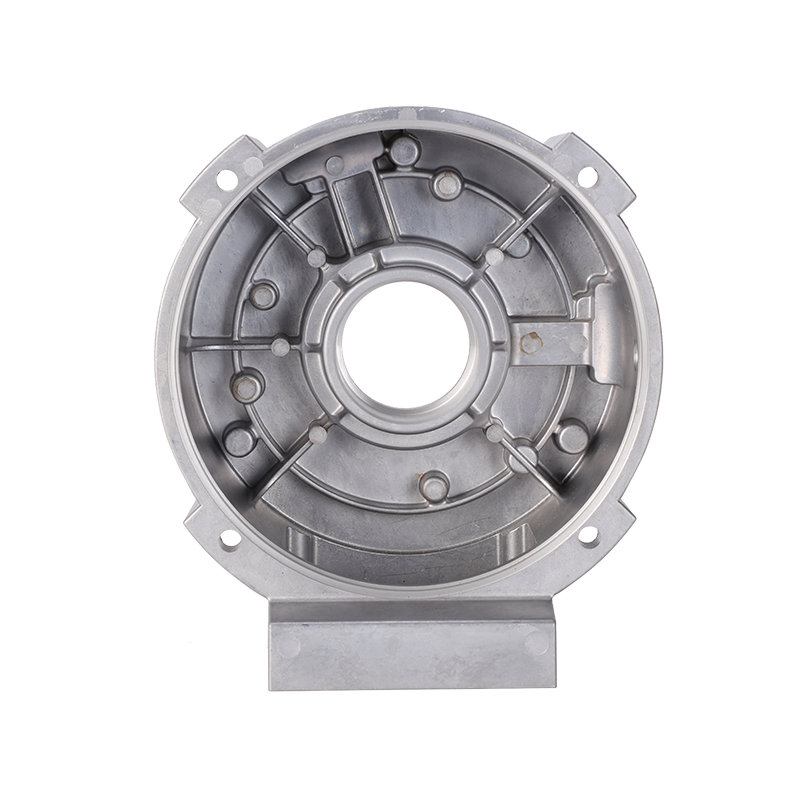
3. Enfriamiento y solidificación rápidos
Después de ingresar a la cavidad del molde, el sistema de enfriamiento del molde (generalmente agua o aceite) enfría rápidamente el metal, formando una estructura cristalina densa.
La solidificación rápida es un paso clave para lograr un espesor de pared fino y una alta precisión dimensional.
4. Apertura del molde y extracción de piezas
Una vez que el metal se ha solidificado por completo, se abre el molde y se expulsa la pieza caliente mediante un dispositivo eyector.
Después de la extracción, se realizan el desbarbado, la limpieza y el tratamiento de la superficie necesarios para cumplir con los requisitos de ensamblaje posteriores.
¿Cómo mejora la fundición a presión la resistencia y durabilidad de las piezas de automóvil? Mecanismos de fundición a presión para mejorar la resistencia y la durabilidad
1. Estructura de grano fino
La inyección a alta presión y el enfriamiento rápido hacen que la aleación forme granos finos y uniformes durante la solidificación. Los granos finos mejoran significativamente el límite elástico y la vida a fatiga del material.
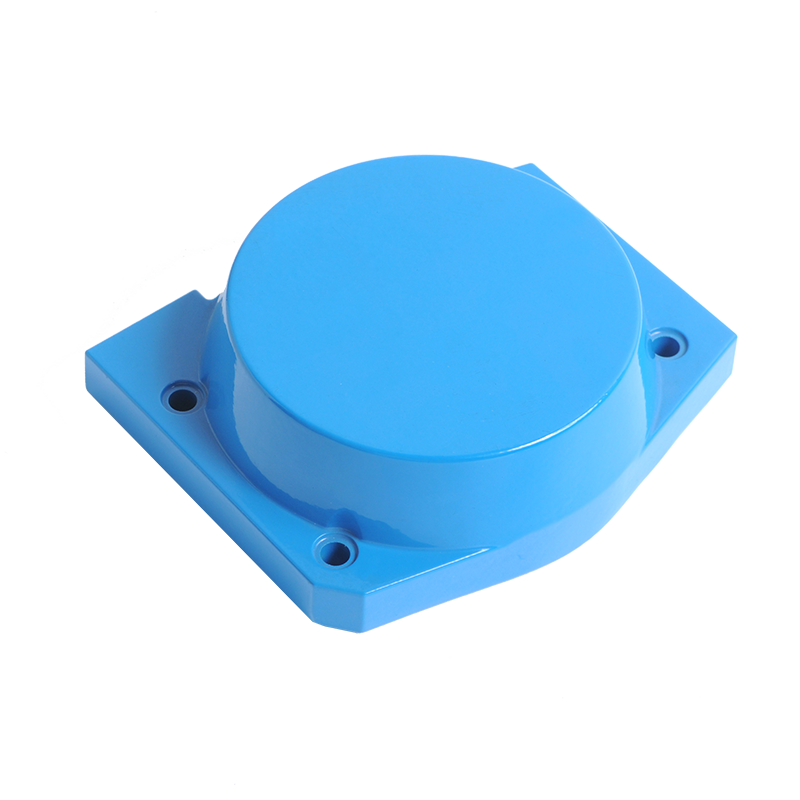
2. Excelente acabado superficial y precisión dimensional
La fundición a presión proporciona piezas fundidas con una forma casi neta con baja rugosidad superficial y pequeños errores dimensionales, lo que reduce la concentración de tensión durante el mecanizado y montaje posteriores, mejorando así la durabilidad general.
3. Disposición de las nervaduras racionales y de refuerzo
Durante la etapa de diseño del molde, la optimización de las formas de las nervaduras (como hexágonos y trapecios) logra una distribución uniforme de la tensión, evitando la concentración de tensión localizada que podría provocar grietas o deformaciones. Un buen diseño estructural mejora directamente la resistencia al impacto y la resistencia a la fatiga de la pieza.
4. Controlar la porosidad y los defectos
A través de parámetros de proceso precisos (velocidad de inyección, tiempo de retención, velocidad de enfriamiento) y un sistema de ventilación de gas, se minimizan los defectos internos como la porosidad y las cavidades de contracción para garantizar la densidad y confiabilidad de las piezas fundidas.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano