Contenido
Fabricación molde de fundición a presión Es un proceso preciso y complejo. En pocas palabras, se trata de crear un "molde de metal" que se puede llenar repetidamente con metal fundido para producir piezas metálicas.
Antes de empezar a trabajar, se debe definir claramente el aspecto del molde. Los diseñadores planificarán la parte del molde en función de la forma del producto final.
Selección de la línea de separación: Determinar dónde se "abrirá" el molde para permitir una fácil extracción de la pieza.
Diseño del sistema de canales: diseñar el camino para que el metal fundido ingrese al molde, como construir un camino para el metal fundido, asegurando que llene cada rincón de manera rápida y uniforme.
Sistema de expulsión: diseño de pasadores expulsores para garantizar que la pieza se expulse suavemente después del enfriamiento.
En todo el proceso de diseño, el análisis del flujo del molde es un paso crucial. Es como realizar un "ensayo virtual" en una computadora antes de que comience la producción real, para ver cómo fluye el metal fundido dentro del molde.
Análisis de flujo de molde (simulación por computadora)
Antes de finalizar el diseño, los técnicos importarán el modelo 3D del molde de fundición a presión a un software de análisis especializado para su simulación.
Simulación del proceso de llenado: Se observa si el metal fundido fluye suavemente hacia el molde, si se atasca en determinadas esquinas o si se producen turbulencias. Esto nos ayuda a identificar de antemano si la pieza tendrá defectos como relleno incompleto o huecos.
Predecir la ubicación de la porosidad: a medida que el metal fundido fluye, empuja el aire fuera del molde. A través del análisis, podemos predecir hacia dónde será comprimido el aire, lo que nos permitirá crear respiraderos con precisión en esos lugares para evitar pequeñas burbujas molestas dentro de la pieza.
Optimización del equilibrio de temperatura: analiza qué zonas del molde se calientan especialmente y cuáles están demasiado frías durante el funcionamiento continuo. Según estos resultados, podemos reorganizar las tuberías de agua de refrigeración para garantizar un calentamiento uniforme de todo el molde de fundición a presión, evitando la contracción y deformación de la pieza después del enfriamiento.
A través de este paso, podemos corregir problemas potenciales antes de desperdiciar acero o metal fundido, ahorrándonos la molestia de realizar repetidas modificaciones en el molde más adelante.
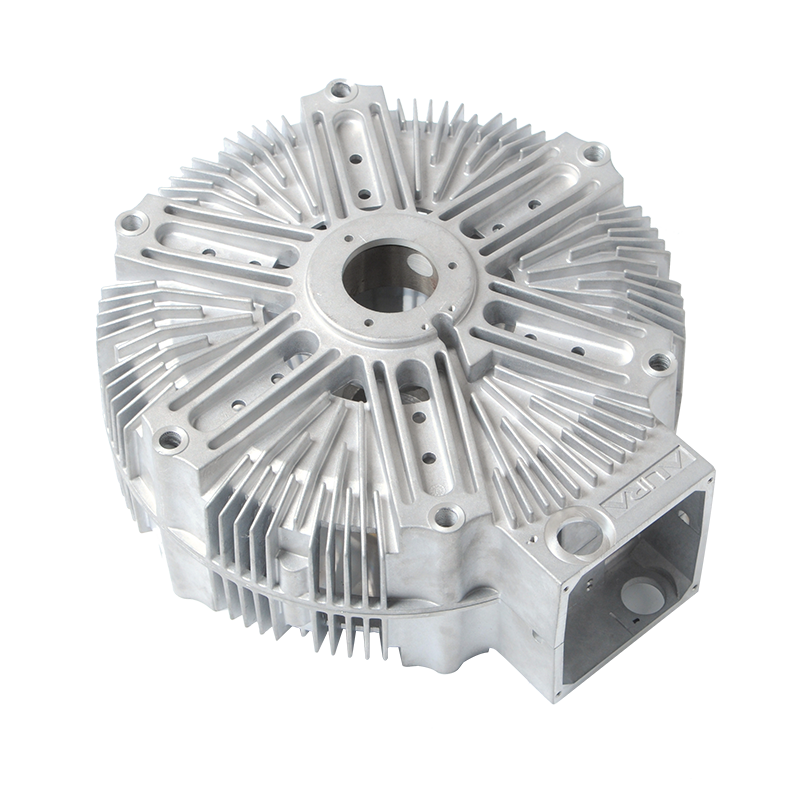
Debido a que los moldes de fundición a presión deben soportar metales fundidos a altas temperaturas (como aleaciones de aluminio y aleaciones de zinc), se debe utilizar acero especial resistente al calor y a la presión.
Selección de materiales: generalmente se selecciona acero para moldes de alta resistencia.
Mecanizado en desbaste: uso de máquinas herramienta grandes para cortar el lingote de acero en bloques cercanos a la forma final, eliminando la mayor parte del exceso de material y dejando un margen para el mecanizado de precisión posterior.
El acero después del desbaste aún no es lo suficientemente duro.
A través de un proceso de calentamiento a alta temperatura y enfriamiento rápido, la estructura interna del acero cambia, haciéndolo muy duro y resistente al desgaste, de modo que no se deformará durante miles de ciclos de fundición a presión posteriores.
Este es el paso clave para determinar la precisión del molde.
Fresado de precisión: uso de máquinas herramienta más precisas para cortar finamente la superficie del molde.
Mecanizado por descarga eléctrica (EDM): para agujeros profundos, ángulos rectos o patrones pequeños complejos que no se pueden alcanzar con herramientas de corte, el acero se procesa en la forma predeterminada mediante descarga de electrodos, como "grabado". Este es un método indispensable para fabricar piezas complejas.
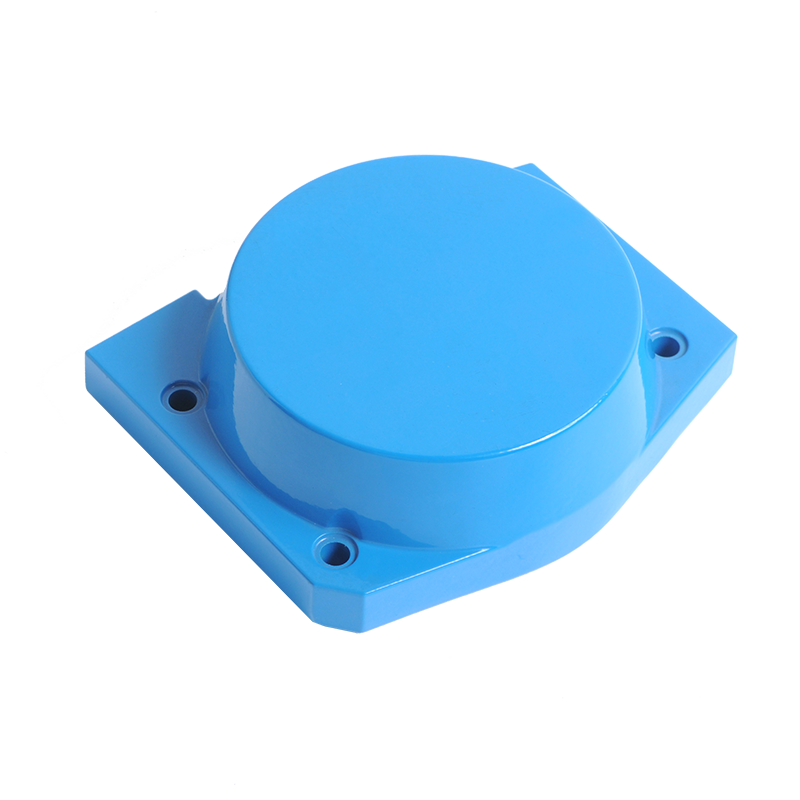
Cuanto más lisa sea la pared interior del molde, mejor será el acabado superficial de las piezas resultantes.
Los trabajadores usan abrasivos o herramientas de pulido para pulir las marcas dejadas por el mecanizado manual o mecánico hasta que la superficie del molde sea tan brillante como un espejo. Esto también ayuda a que las piezas se desmolden más fácilmente durante la producción.
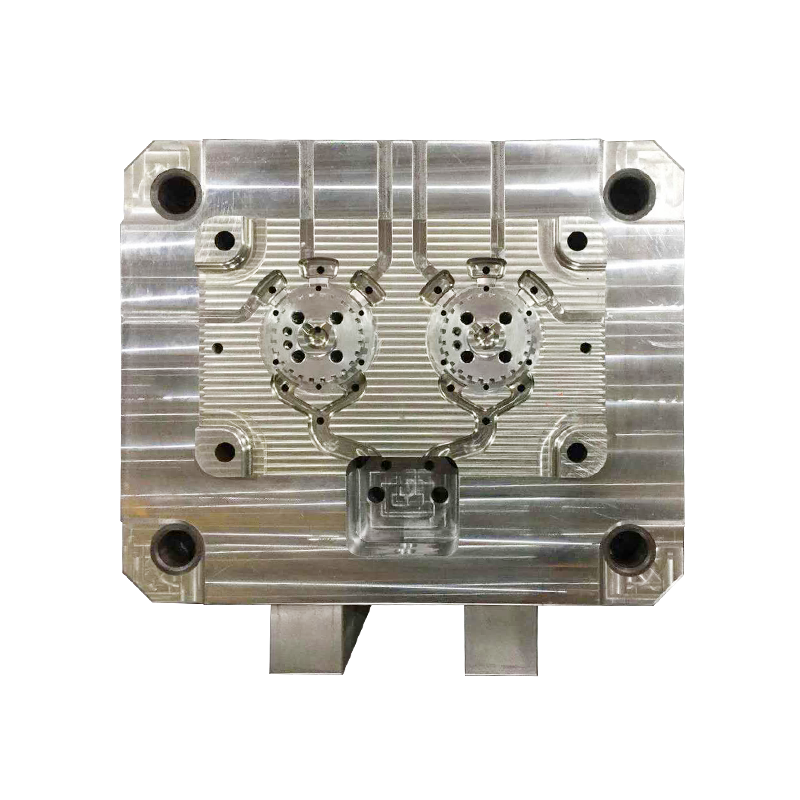
Ensamble todas las piezas procesadas, incluido el núcleo del molde, la base del molde, los pasadores guía, los pasadores expulsores y las tuberías de agua de refrigeración.
Inspección de cierre del molde: Verifique si las mitades superior e inferior del molde se alinean perfectamente.
Prueba del circuito de agua: Asegúrese de que las tuberías de agua utilizadas para enfriar el interior del molde estén libres de obstrucciones y de que no haya fugas.
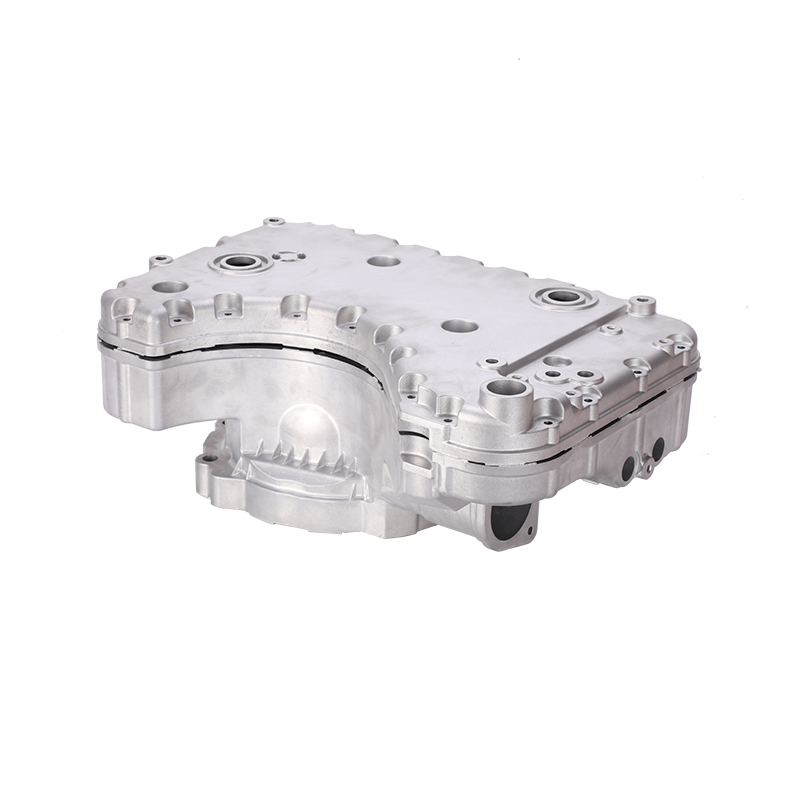
Completar el molde no significa que la tarea esté terminada; es necesario probarlo presionando varias piezas en la máquina.
Inspección de muestras: compruebe las piezas en busca de burbujas de aire, llenado incompleto o desviaciones dimensionales.
Ajuste fino: según las muestras de prueba, regrese al molde para realizar ajustes finales y optimización hasta que las piezas producidas estén completamente calificadas.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano