Contenido
fundición a presión Es uno de los procesos de fabricación de metales más eficientes y rentables disponibles en la actualidad. En resumen: Si necesita grandes volúmenes de piezas metálicas complejas y precisas, la fundición a presión es probablemente su mejor opción. . Ofrece tolerancias dimensionales estrictas, excelentes acabados superficiales y tiempos de ciclo rápidos que pocos otros procesos pueden igualar. Esta guía cubre todo lo que necesita saber, desde cómo funciona el proceso hasta sus limitaciones, métodos y aplicaciones en el mundo real.

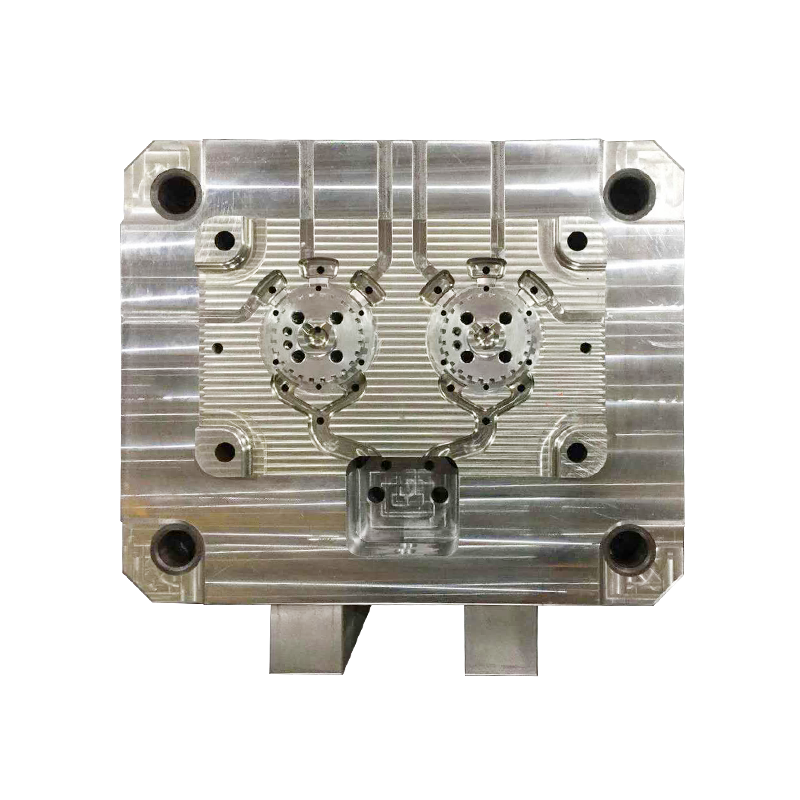
La fundición a presión es un proceso de fundición de metal en el que el metal fundido se introduce a alta presión en un molde de acero reutilizable (llamado "troquel"). Una vez que el metal se solidifica, el troquel se abre y se expulsa la pieza terminada. Luego, el molde se puede volver a utilizar, normalmente durante decenas de miles a cientos de miles de ciclos.
Los metales más utilizados en la fundición a presión incluyen unleaciones de aluminio, zinc, magnesio y cobre. . El aluminio es, con diferencia, el más popular debido a su excelente relación resistencia-peso, resistencia a la corrosión y conductividad térmica.
A diferencia de la fundición en arena, que utiliza moldes desechables, la fundición a presión utiliza herramientas de acero permanentes. Esto lo hace ideal para producción de gran volumen donde la consistencia y la repetibilidad son fundamentales.

El ciclo de fundición a presión sigue una secuencia consistente:
Los tiempos de ciclo varían según el tamaño y la complejidad de la pieza, pero normalmente oscilan entre unos segundos a unos minutos . Una celda de fundición a presión de aluminio bien optimizada puede producir cientos de piezas por hora.

Los dos métodos principales de fundición a presión difieren en cómo se introduce el metal fundido en la matriz:
En la fundición a presión en cámara caliente, el mecanismo de inyección se sumerge directamente en el metal fundido. Este método ofrece tiempos de ciclo más rápidos y es más adecuado para metales de bajo punto de fusión como aleaciones de zinc, estaño y plomo. No es adecuado para aluminio, ya que el aluminio erosionaría los componentes sumergidos.
En la fundición a presión en cámara fría, el metal fundido se vierte en una cámara de inyección separada antes de cada inyección. Este enfoque se utiliza para aleaciones de aluminio, magnesio y cobre — metales con puntos de fusión más altos que dañarían un sistema de cámara caliente. Si bien es un poco más lenta que la cámara caliente, la fundición a presión en cámara fría permite la producción de piezas más resistentes y duraderas.
| Característica | Cámara Caliente | Cámara Fría |
|---|---|---|
| Metales adecuados | Zinc, Estaño, Plomo | Aluminio, Magnesio, Cobre |
| Velocidad del ciclo | Más rápido | Ligeramente más lento |
| Presión de inyección | inferior | superior |
| Fuerza de la pieza | moderado | superior |
| Aplicaciones típicas | Pequeñas piezas de consumo | Automotriz, industrial |

La fundición a presión logra consistentemente tolerancias de ±0,1 mm o más apretado , eliminando a menudo la necesidad de mecanizado secundario. Este nivel de repetibilidad en miles de piezas es difícil de igualar con otros métodos de fundición.
Una vez que las herramientas están en su lugar, las máquinas de fundición a presión pueden funcionar las 24 horas del día, produciendo piezas en ciclos tan cortos como 15 a 20 segundos para pequeños componentes de aluminio. Este rendimiento lo convierte en uno de los métodos más rápidos para la producción de piezas metálicas en gran volumen.
La fundición a presión soporta características internas intrincadas, paredes delgadas (tan delgadas como 0,5 milímetros en algunas aplicaciones de aluminio), socavaduras y componentes casi en forma neta que serían costosos o imposibles solo con el mecanizado.
Si bien los costos iniciales de herramientas son significativos, el costo por pieza cae drásticamente a escala. Para tiradas de producción de decenas de miles o más, la fundición a presión suele ser mucho más económica que el mecanizado CNC u otros procesos.

La fundición a presión no está exenta de compensaciones. Comprender sus limitaciones ayuda a determinar si es el proceso adecuado para su proyecto.
Un solo molde de fundición a presión de aluminio puede costar desde $10,000 a más de $100,000 , dependiendo de la complejidad. Esto hace que la fundición a presión sea una mala elección para prototipos o volúmenes de producción muy bajos.
La fundición a presión se limita a metales no ferrosos. El acero y el hierro no pueden fundirse porque sus altos puntos de fusión destruirían las matrices de acero. Si su proyecto requiere metales ferrosos, se deben considerar procesos alternativos como fundición a la cera perdida o fundición en arena.
El aire puede quedar atrapado en la cavidad del troquel durante la inyección, creando porosidad interna. Esto puede comprometer la resistencia mecánica y hacer que la pieza no sea adecuada para aplicaciones estancas a presión, a menos que se controle mediante fundición a presión asistida por vacío u otras técnicas.
La mayoría de las máquinas de fundición a presión son adecuadas para piezas de hasta aproximadamente 25 kilos . Los componentes muy grandes funcionan mejor mediante fundición en arena u otros procesos basados en la gravedad.
Las matrices de acero se desgastan con el tiempo, particularmente con aleaciones de alta temperatura. Los programas de mantenimiento adecuados son esenciales para preservar la precisión dimensional y extender la vida útil de la matriz, generalmente 100.000 a 500.000 disparos dependiendo de los materiales y parámetros del proceso.
Como fabricante de moldes de fundición a presión en China y fábrica de moldes de fundición a presión personalizados, Ningbo Jieda Moulding & Machine Co., Ltd. ofrece una amplia gama de procesos de fundición para adaptarse a diferentes geometrías de piezas, materiales y requisitos de volumen.
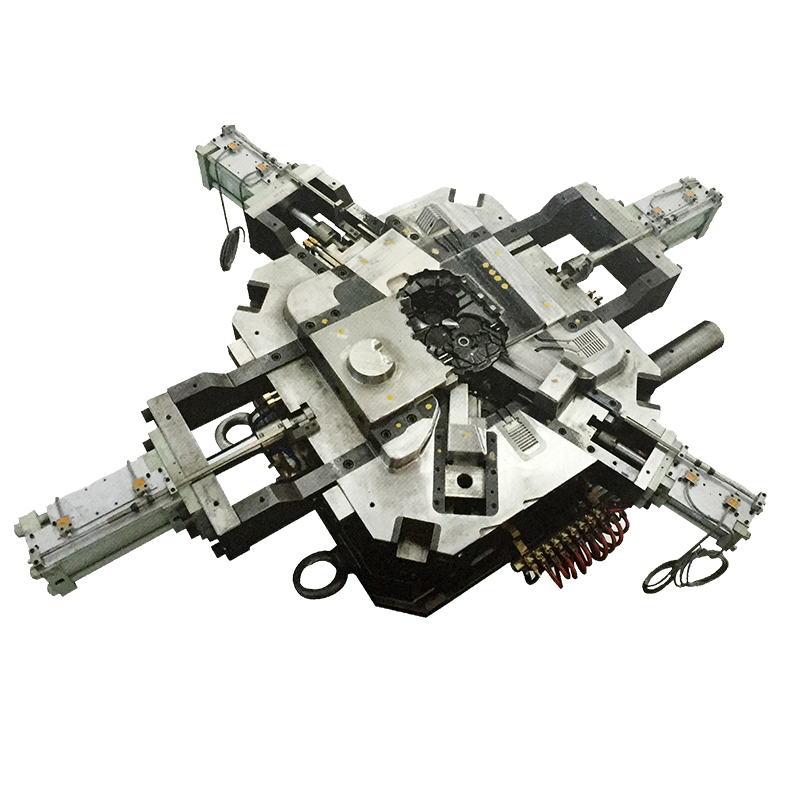
El método de fundición a presión más común. El metal fundido se inyecta a presiones de hasta 25.000 psi , produciendo piezas densas y precisas con excelente acabado superficial. Jieda opera máquinas Lijin de Hong Kong desde 200T a 1600T Fuerza de sujeción para adaptarse a una amplia gama de tamaños de piezas.
El metal se empuja hacia arriba dentro del troquel usando baja presión (normalmente 0,7–1,0 barras ), lo que permite un mejor control del flujo de metal y una reducción de la turbulencia. Este método es particularmente adecuado para piezas estructurales que requieren mayores propiedades mecánicas y menor porosidad.
Una opción económica para producción de bajo volumen o geometrías grandes y complejas donde el costo de las herramientas permanentes no está justificado. Los moldes de arena se crean a partir de un patrón y se desechan después de cada vertido, lo que hace que este método sea muy flexible.
Un patrón de cera se recubre con material cerámico y luego se funde para dejar una cavidad precisa. La fundición a la cera perdida produce piezas con una precisión y un detalle de superficie excepcionales; a menudo se utiliza para componentes aeroespaciales, dispositivos médicos y piezas industriales complejas.
El metal fundido se vierte en un molde metálico permanente mediante gravedad en lugar de presión. Esto da como resultado una porosidad más baja que la fundición a presión a alta presión y es muy adecuado para la producción de volumen medio de piezas más densas y estructuralmente exigentes.

Las piezas fundidas a presión en bruto a menudo requieren un tratamiento superficial o un procesamiento secundario antes de que estén listas para su uso. Las operaciones de acabado comunes incluyen:
Jieda ofrece tratamiento y acabado de superficies de servicio completo junto con sus operaciones de fundición, entregando componentes listos para usar a clientes de los sectores de automoción, motores, neumáticos, comunicaciones y nuevas energías.
La fundición a presión se utiliza prácticamente en todas las industrias importantes que requieren componentes metálicos de gran volumen. Las áreas de aplicación clave incluyen:
| Industria | Piezas típicas de fundición a presión | Material común |
|---|---|---|
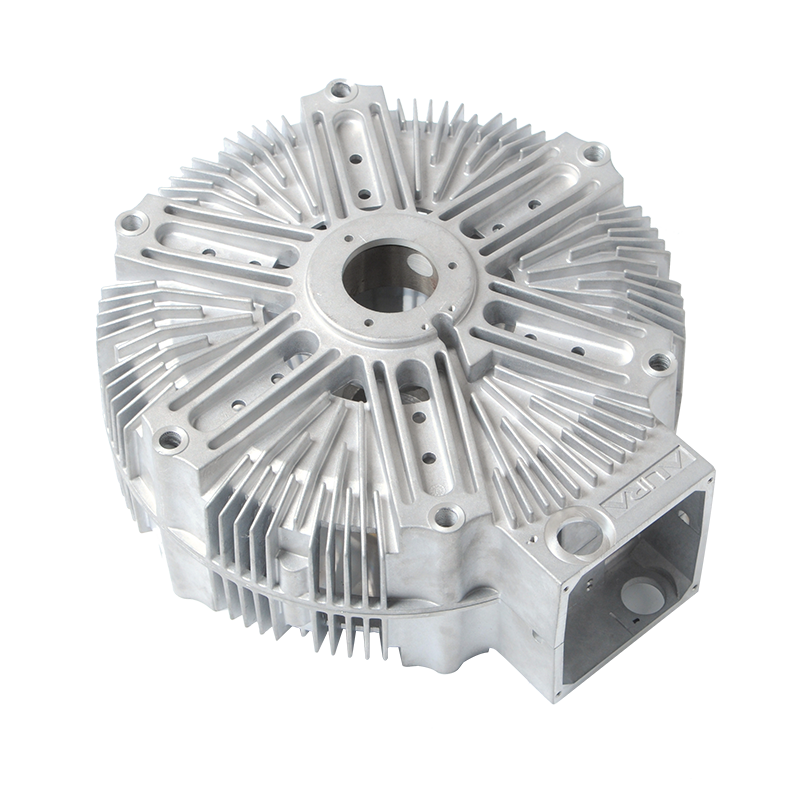
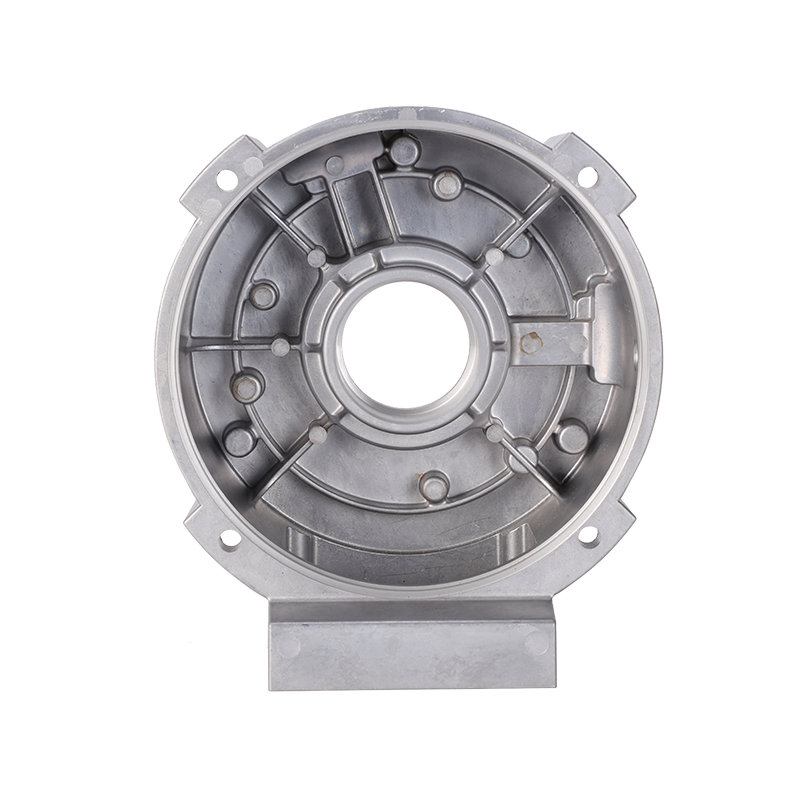
| Automotriz | Carcasas de motor, cajas de transmisión, soportes. | Aluminio, Magnesio |
| Motores electricos | Escudos finales, carcasas, marcos de rotor | Aluminio |
| neumática | Cuerpos de válvulas, carcasas de cilindros | Aluminio, Zinc |
| Telecomunicaciones | Cajas, disipadores de calor, componentes de antena. | Aluminio, Zinc |
| Nuevas Energías / Fotovoltaica | Cajas de inversores, marcos de montaje | Aluminio |
| Iluminación | Carcasas de LED, cuerpos de lámparas, disipadores de calor. | Aluminio |
| Cajas de cambios / Reductores | Cajas de reductores, cajas de engranajes | Aluminio |

Fundada en 1987, Ningbo Jieda Moulding & Machine Co., Ltd. es una empresa nacional de alta tecnología con sede en Beilun, Ningbo, una ciudad reconocida como la "Ciudad natal de los moldes de fundición a presión en China". Con más de 35 años de experiencia, Jieda aporta a cada proyecto una combinación de profundo conocimiento técnico y escala de fabricación comprobada.
Las capacidades y credenciales clave incluyen:
La ubicación de Jieda en Beilun también proporciona ventajas logísticas directas: junto a Puerto de Beilun y la autopista Hangzhou-Ningbo, que permite envíos internacionales rápidos y confiables a clientes globales.
La fundición a presión es la elección correcta cuando su proyecto cumple con estos criterios:
Si sus volúmenes son bajos, su pieza es muy grande o necesita material ferroso, los métodos de fundición alternativos, como la fundición en arena o la fundición a la cera perdida, pueden ser más apropiados. El equipo de ingeniería de Jieda puede evaluar sus requisitos específicos y recomendar el proceso más adecuado, ya sea fundición a alta presión, fundición a baja presión, fundición por gravedad u otro método completamente diferente.
Póngase en contacto con Jieda hoy para analizar su proyecto y recibir una solución personalizada respaldada por más de tres décadas de experiencia en fundición a presión de precisión.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano