Contenido
Moldes de fundición a presión son la base de la producción de piezas metálicas de precisión. El molde determina directamente la precisión de la pieza, el acabado de la superficie y la eficiencia de la producción. — lo que la convierte en la inversión más crítica en cualquier proyecto de fundición a presión. Ya sea que esté creando un prototipo de un nuevo componente o ejecutando un gran volumen de piezas automotrices, comprender los tipos de moldes, los procesos de diseño y los factores de selección clave le ahorrará tiempo, costos y retrabajos en el futuro.

En la fundición a presión, el metal fundido (generalmente aluminio, zinc o magnesio) se inyecta en un molde de acero bajo alta presión (a menudo 10 000 a 30 000 psi ). La cavidad del molde define cada detalle geométrico de la pieza final. Un molde mal diseñado genera defectos como porosidad, cierres en frío, contracción e inconsistencia dimensional, todo lo cual aumenta las tasas de desperdicio y retrasa la producción.
Por el contrario, un molde bien diseñado puede ofrecer:
En resumen, el molde no es un centro de costos: es el factor que permite la calidad, la repetibilidad y la rentabilidad en toda la producción.
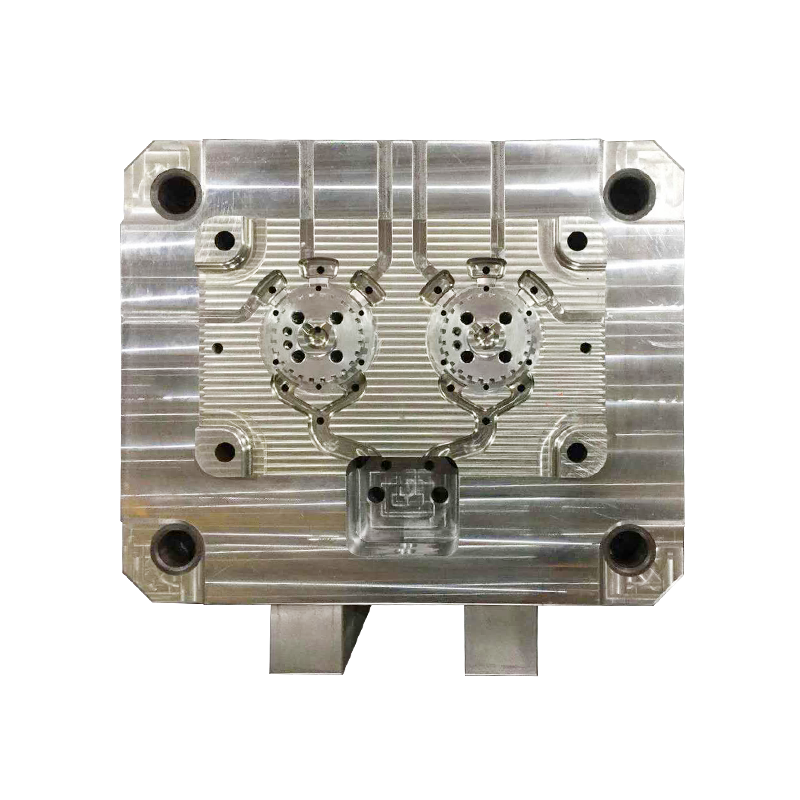
Un molde de fundición a presión es un conjunto complejo. Comprender la función de cada componente ayuda a los ingenieros a optimizar tanto el diseño del molde como los parámetros del proceso.
| Component | Función | Material típico |
|---|---|---|
| Troquel de cubierta (mitad fija) | Sostiene el sistema de bebedero y compuerta; permanece estacionario | Acero para herramientas H13 |
| Troquel eyector (mitad móvil) | Se abre para expulsión de piezas; casas expulsores | Acero para herramientas H13 |
| Núcleos e insertos | Forma características internas, agujeros, socavados. | H13, P20 o carburo |
| Sistema de corredor y puerta | Canaliza el metal fundido hacia la cavidad. | Integral al bloque de troquel |
| Pasadores eyectores | Empuje la parte solidificada fuera de la cavidad. | Acero endurecido |
| Canales de enfriamiento | Controlar la tasa de solidificación y el tiempo del ciclo. | Perforado en el bloque de matriz |
| Ventilaciones y desbordamientos | Libere el aire atrapado y el exceso de metal para reducir la porosidad. | integral para morir |
El diseño del canal de refrigeración es particularmente influyente: el enfriamiento uniforme reduce la deformación y reduce el tiempo del ciclo entre un 15% y un 30% en comparación con diseños no optimizados.

La selección del tipo de molde correcto depende del volumen de producción, la complejidad de las piezas, el presupuesto y los requisitos de tiempo de entrega. Hay cinco categorías principales utilizadas en toda la industria.
Los troqueles para la creación de prototipos son herramientas de una sola cavidad y de bajo costo que se utilizan para validar la geometría y la función de las piezas antes de comprometerse con las herramientas de producción. Por lo general, se mecanizan en aluminio o acero blando (P20), lo que reduce el costo y el tiempo de entrega. Los plazos de entrega suelen ser de 2 a 4 semanas y los costos de herramientas oscilan entre $ 1 500 y $ 10 000 dependiendo de la complejidad. La vida útil esperada de los disparos es limitada (generalmente menos de 1000 disparos), lo que los hace adecuados sólo para la verificación del diseño, no para la producción comercial.
El uso rápido de herramientas cierra la brecha entre el prototipo y la producción completa. Utilizando mecanizado CNC avanzado y, a veces, impresión 3D de metal para insertos, estos troqueles pueden estar listos en tan solo 1 a 3 semanas . Admiten tiradas de producción cortas de 500 a 5000 piezas, lo que los hace ideales para pruebas de mercado, producción de puentes o componentes especiales de bajo volumen. Las opciones de materiales incluyen P20 o H13 semiendurecido para una mayor durabilidad.
Los troqueles de producción son el caballo de batalla de la fundición a presión de gran volumen. Fabricados con acero para herramientas H13 totalmente endurecido (HRC 44–48), resisten 100.000 a 1.000.000 ciclos de inyección dependiendo de la aleación y las condiciones del proceso. Estos moldes pueden presentar múltiples cavidades (configuraciones de 2, 4, 8 cavidades) para maximizar el rendimiento. La inversión es significativa (normalmente entre 20.000 y 150.000 dólares), pero el coste por pieza cae drásticamente a escala. Un troquel de producción en buen estado para un soporte de automóvil podría producir 500.000 piezas a lo largo de su vida útil.
Los troqueles unitarios utilizan un soporte maestro estandarizado (el "troquel unitario maestro" o marco MUD) en el que se colocan insertos intercambiables. Este enfoque reduce el costo de herramientas cuando una empresa produce múltiples variantes de piezas, ya que Sólo es necesario reemplazar los insertos de la cavidad, no toda la base del molde. . El cambio de plaquita puede tardar menos de 30 minutos, lo que hace que este sistema sea muy flexible para fabricantes subcontratados o empresas con diversas líneas de productos. Los insertos de matriz unitarios suelen costar entre un 30 % y un 50 % menos que las herramientas independientes equivalentes.
Los troqueles de moldura son herramientas secundarias que se utilizan para eliminar rebabas, guías y compuertas de las piezas fundidas después de la expulsión. Si bien no participa en el proceso de casting en sí, un troquel de recorte mal diseñado puede dañar los bordes de la pieza o dejar material residual que requiere acabado adicional. Los troqueles de corte suelen estar hechos de acero para herramientas y están diseñados para coincidir con la geometría de la línea de separación del troquel de fundición. Para aplicaciones de gran volumen, las prensas hidráulicas con matrices de corte automatizadas pueden procesar piezas en menos de 5 segundos por ciclo.
El diseño de moldes eficaz sigue un proceso de ingeniería estructurado. Saltarse pasos, en particular la simulación, es una de las causas más comunes de costosas reelaboraciones de moldes.
La fase preliminar comienza con una revisión exhaustiva del Diseño para la Fabricación (DFM). Los ingenieros analizan el modelo CAD 3D para ángulos de salida (normalmente 1–3° para superficies externas, 2–5° para superficies internas ), uniformidad del espesor de la pared (recomendado de 2 a 4 mm para aluminio), socavados que requieren acciones laterales y ubicación de la línea de separación. La retroalimentación temprana de DFM evita modificaciones de herramientas posteriores cuya reparación puede costar entre 10 y 50 veces más una vez cortado el acero.
Calcular el área proyectada de la pieza (vista perpendicular a la línea de separación) es esencial para seleccionar el tonelaje correcto de la máquina. La fuerza de sujeción debe exceder la presión de inyección multiplicada por el área proyectada. Una fundición de aluminio típica a una presión de inyección de 10 000 psi sobre un área proyectada de 200 cm² requiere aproximadamente 200 toneladas de fuerza de sujeción. — más un margen de seguridad del 10 al 20 %. Un tamaño insuficiente de la máquina provoca destellos; El sobredimensionamiento desperdicia energía y capacidad de la máquina.
El volumen del troquel y el tamaño del bloque están determinados por la envolvente de la pieza, los requisitos de espesor de pared, la ubicación de los canales de enfriamiento y la integridad estructural del molde bajo carga cíclica. Los diseñadores de moldes calculan el espesor mínimo de acero entre la cavidad y el límite del molde. normalmente al menos 30 a 50 mm — para evitar que la matriz se agriete bajo la presión de inyección. Las geometrías complejas pueden requerir insertos o elevadores de varias piezas para evitar socavaduras.
El software moderno de simulación de fundición a presión (como MAGMASOFT, ProCAST o Flow-3D) combina la dinámica de fluidos computacional (CFD) con modelos térmicos y reológicos semiempíricos. Estas herramientas predicen:
Los estudios demuestran que la simulación reduce las pruebas físicas del molde entre un 40% y un 60% , comprimiendo significativamente el tiempo de producción. Jieda integra el software CAD/CAM/CAE como práctica estándar en todos los flujos de trabajo de diseño de moldes.
Más allá de los pasos básicos de diseño, varios factores críticos separan las herramientas promedio de las herramientas excepcionales:
El acero para herramientas para trabajos en caliente H13 es el estándar de la industria para moldes de fundición a presión de aluminio debido a su excelente resistencia a la fatiga térmica, tenacidad y templabilidad. Para aleaciones de zinc, el P20 suele ser suficiente. El material del molde debe resistir ciclos térmicos repetidos desde temperatura ambiente hasta 600–700 °C (en la superficie de la cavidad) sin agrietarse. Los grados premium H13 con un control de composición más estricto (por ejemplo, H13 refinado con ESR) pueden extender la vida útil de la herramienta entre un 20% y un 40%.
La puerta es el punto más estrecho por donde el metal fundido ingresa a la cavidad, generalmente 1–3 mm de espesor para aluminio . Se debe controlar la velocidad de la compuerta (normalmente entre 30 y 60 m/s) para evitar chorros, solidificación prematura o erosión del acero del troquel. Las compuertas del ventilador distribuyen el flujo uniformemente para las piezas planas; Las puertas tangenciales se adaptan a geometrías cilíndricas. Las secciones transversales de los canales deben ser trapezoidales para maximizar la retención de calor y minimizar la caída de presión.
El diseño del circuito de refrigeración afecta directamente el tiempo del ciclo, la calidad de las piezas y la vida útil del troquel. El enfriamiento conforme, donde los canales siguen el contorno de la cavidad, se usa cada vez más para geometrías complejas y puede reducir los puntos calientes al hasta un 40 % en comparación con los canales perforados rectos . La temperatura del troquel debe mantenerse entre 150 y 250 °C para que el aluminio equilibre la velocidad de llenado y la tasa de solidificación. Los sensores de temperatura integrados en el molde permiten un control de retroalimentación en tiempo real.
La nitruración de la superficie de la cavidad (a una profundidad de 0,1 a 0,2 mm, HV 900 a 1100) reduce la soldadura (el aluminio se pega al troquel) y mejora la resistencia al desgaste. Los recubrimientos PVD como CrN o TiAlN pueden prolongar aún más la vida útil de la superficie. Los agentes desmoldantes, que se rocían como una película delgada en cada ciclo, deben ser compatibles con la aleación y la geometría de la pieza para evitar la acumulación.
Un tiro insuficiente provoca que las piezas se peguen, marcas del pasador de expulsión y daños en la superficie. Para superficies texturizadas, el tiro debe aumentar aproximadamente 1° por 0,025 mm de profundidad de textura . La ubicación del pasador eyector debe realizarse en las características de la pieza robusta para evitar la deformación durante la expulsión. Se prefieren las placas decapantes para piezas frágiles o de paredes delgadas.
La ventilación inadecuada es la causa principal de porosidad y formación de ampollas en la superficie. Se deben colocar canales de ventilación de 0,05 a 0,15 mm de profundidad en las áreas de último llenado de la cavidad. Los pozos de desbordamiento (pequeños depósitos conectados a la cavidad) capturan el metal frío y el aire del frente de llenado inicial, mejorando significativamente la calidad superficial y estructural de la pieza final.
Ningbo Jieda Moulding & Machine Co., Ltd. fabrica moldes de fundición a presión de aluminio y piezas de fundición a presión de precisión desde 1987, acumulando más de tres décadas de experiencia en ingeniería. Con sede en Beilun, Ningbo, ampliamente reconocida como la "ciudad natal de los moldes de fundición a presión" de China, Jieda opera desde una Instalación de 12.000 m² con activos fijos superiores a 70 millones de RMB .
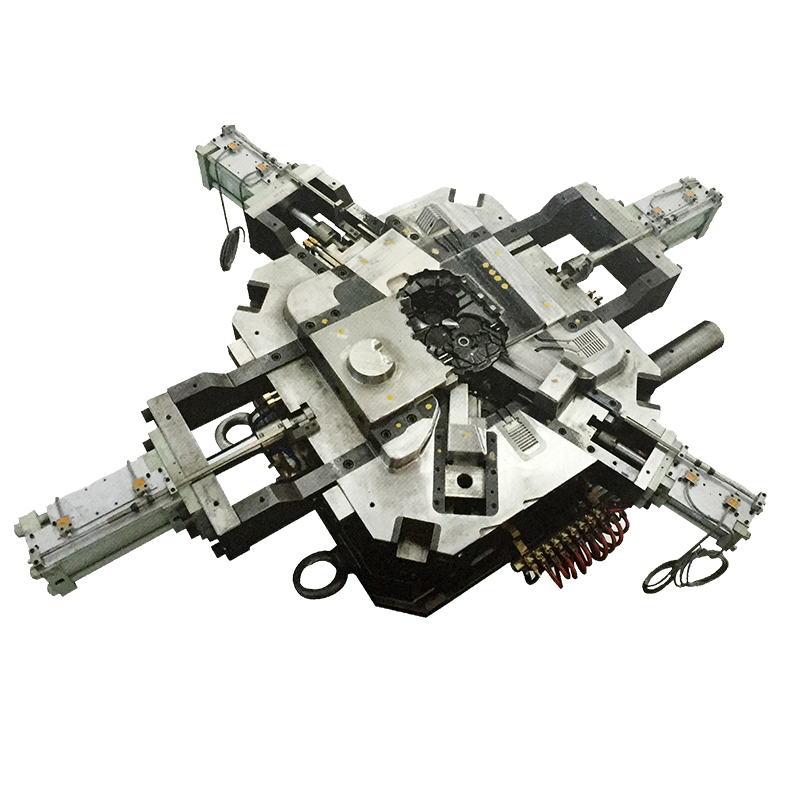
La flota de equipos de la empresa incluye más de 80 máquinas: centros de mecanizado CNC de precisión, electroerosión CNC, máquinas cortadoras de alambre, máquinas de sujeción de moldes y máquinas automáticas de fundición a presión Hong Kong Lijin en 200T, 280T, 400T, 500T, 800T y 1600T Fuerza de sujeción: permite la producción de componentes que van desde pequeños conectores hasta grandes piezas estructurales.
El flujo de trabajo de ingeniería de Jieda integra herramientas de simulación PRO/E CAD, CAM y CAE durante todo el proceso de diseño de moldes, alineándose con las mejores prácticas descritas a lo largo de este artículo. la empresa sostiene Certificación del sistema de gestión de calidad IATF16949 , con un modelo de gestión de circuito cerrado que abarca la prevención de riesgos, la claridad de objetivos, la definición de procesos, los datos objetivos y la mejora continua.
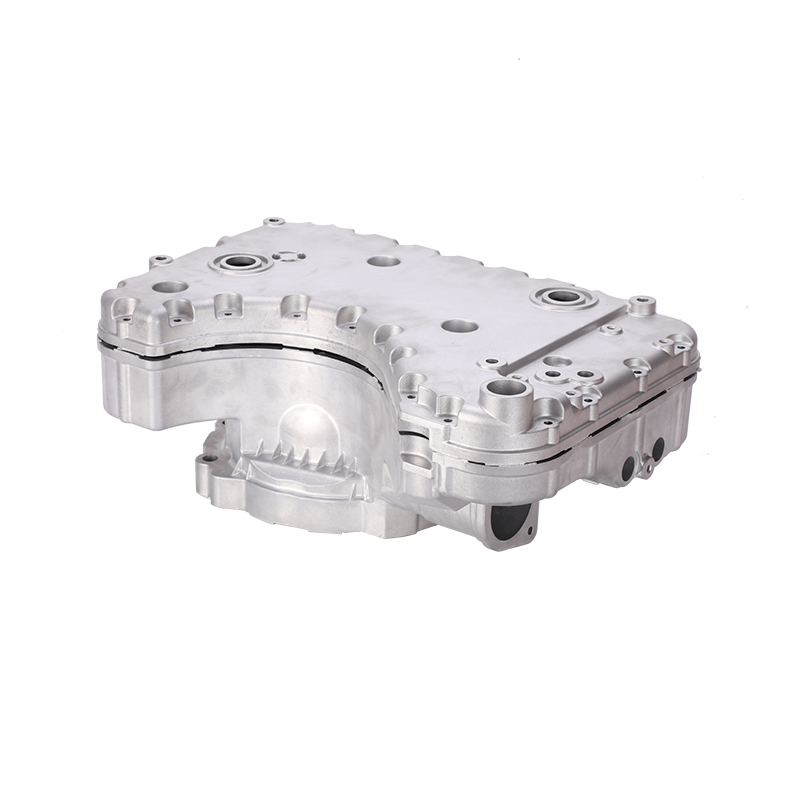
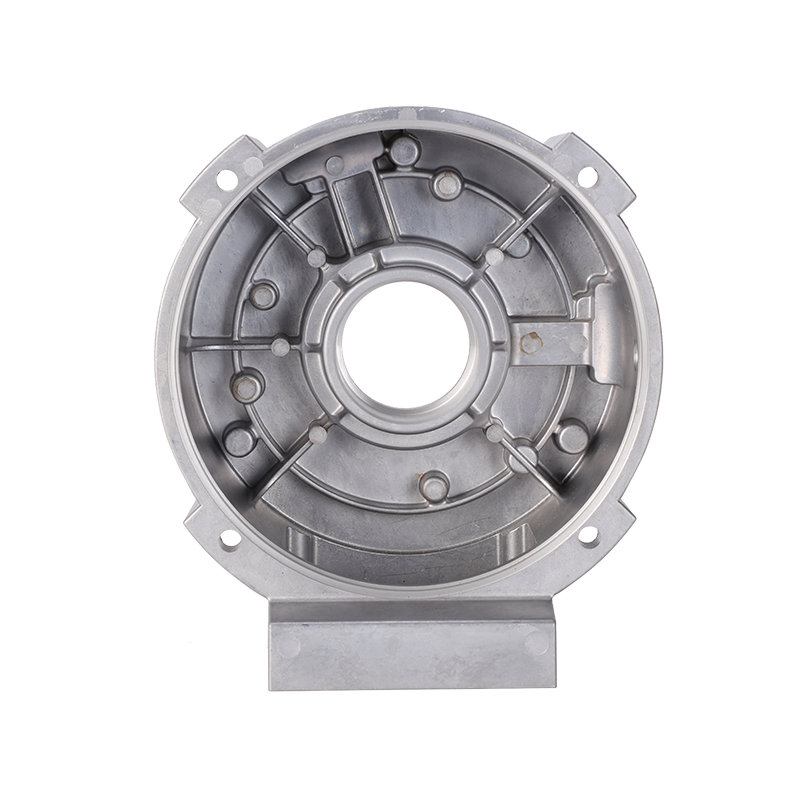
Las categorías de productos incluyen accesorios automotrices, carcasas de motores, componentes neumáticos, carcasas para equipos de comunicación, carcasas de reductores, componentes fotovoltaicos de nueva energía y accesorios de iluminación. Las piezas se exportan al Estados Unidos, Alemania, Italia, Reino Unido, Francia, Polonia, Finlandia, India, Australia y otros mercados, obteniendo constantemente grandes elogios por la precisión dimensional, el acabado superficial y la entrega a tiempo. Jieda es reconocida como una empresa clave de moldes en el distrito de Beilun, Ningbo.
Para aleaciones de aluminio, una matriz de producción de acero H13 mantenida adecuadamente generalmente dura 100.000 a 500.000 disparos . Las matrices de zinc pueden superar los 1.000.000 de ciclos debido a las temperaturas de fundición más bajas. La vida útil del molde depende en gran medida de la elección del material, el diseño de refrigeración, el tratamiento de la superficie y los programas de mantenimiento preventivo.
Los plazos de entrega para las herramientas de producción varían desde 6 a 14 semanas dependiendo de la complejidad de la pieza, el número de cavidades y la capacidad del fabricante. La creación de prototipos y matrices de herramientas rápidas se puede completar en 2 a 4 semanas. Proporcionar datos CAD 3D completos y finalizados al inicio del proyecto es la forma más eficaz de reducir el tiempo de entrega.
Las aleaciones más utilizadas en la fundición a presión son el aluminio (p. ej., A380, ADC12), el zinc (series ZA-8, Zamak), el magnesio (AZ91D) y las aleaciones a base de cobre. El aluminio es el más frecuente y representa aproximadamente El 80 % de todas las piezas fundidas a presión en peso a nivel mundial . Cada aleación impone diferentes demandas térmicas y químicas sobre el material del molde y el tratamiento de la superficie.
Sí. Las técnicas de reparación comunes incluyen soldadura TIG con varillas de relleno compatibles, soldadura láser para reparaciones de precisión y remecanizado de superficies desgastadas. Mantenimiento preventivo: pulido, renitruración y lavado del canal de enfriamiento cada 20 000 a 50 000 disparos — reduce significativamente los costos de reparación no planificados y extiende la vida útil general del molde.
La cantidad mínima de pedido varía según el fabricante y la complejidad de la pieza. Para proyectos de herramientas de producción personalizados, muchos fabricantes, incluido Jieda, pueden aceptar pedidos a partir de unos pocos cientos de piezas una vez que se completan las herramientas, con precios estructurados para reflejar la amortización de las herramientas. Los programas de gran volumen tienen precios separados de los proyectos de bajo volumen o NPI (introducción de nuevos productos).
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano