Contenido

La fundición a presión es un proceso de fabricación de metales de alta precisión en el que se inyecta metal fundido (más comúnmente aluminio, zinc o magnesio) a alta presión en un molde de acero reutilizable llamado matriz. El resultado es un pieza metálica de superficie lisa y dimensionalmente precisa producido en gran volumen con un posprocesamiento mínimo. La fundición a presión se considera ampliamente como uno de los métodos más eficientes para producir componentes metálicos complejos a escala.
A diferencia de la fundición en arena o la fundición a la cera perdida, la fundición a presión utiliza moldes permanentes capaces de producir miles o millones de piezas idénticas. Las presiones de inyección típicas varían desde 1.500 a 25.000 psi y los tiempos de ciclo pueden ser tan rápidos como unos pocos segundos por pieza, lo que lo hace ideal para aplicaciones de producción en masa en los sectores automotriz, electrónico e industrial.
Las dos variantes principales son:
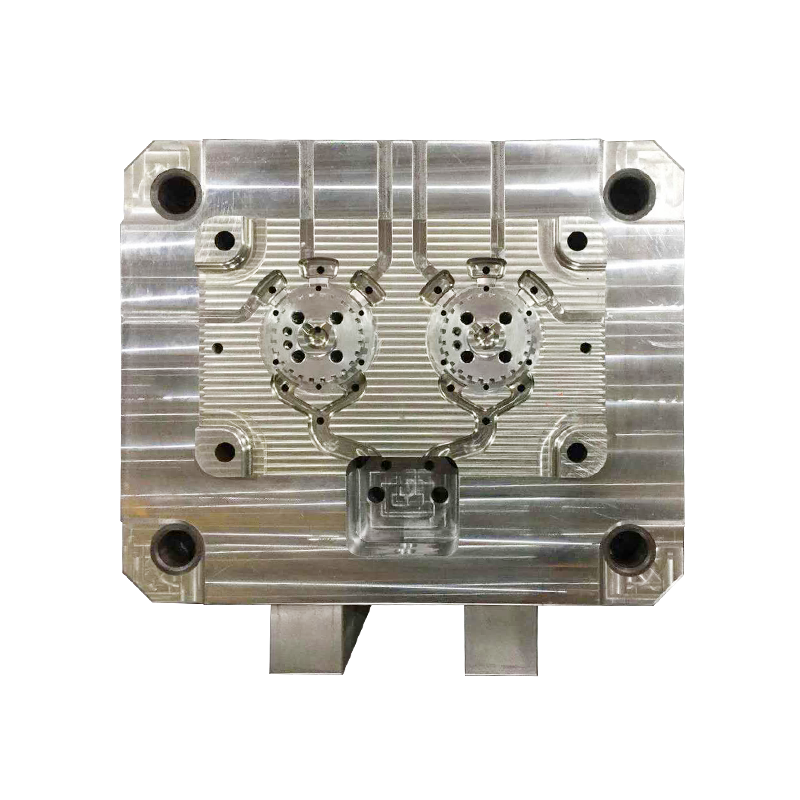
Un molde de fundición a presión (también llamado troquel o herramienta) es un conjunto diseñado con precisión compuesto por varios componentes interdependientes. Comprender cada pieza es esencial para evaluar la calidad y la longevidad del molde.
| Component | Función | Material normalmente utilizado |
|---|---|---|
| Troquel de cubierta (mitad fija) | Adjunto a la platina estacionaria; recibe metal fundido | Acero para herramientas H13 |
| Troquel eyector (mitad móvil) | Abre y cierra; expulsa la pieza terminada | Acero para herramientas H13 |
| Sistema de bebedero/canal | Canales que guían el metal fundido hacia la cavidad. | Mecanizado a partir de bloque de troquel |
| puerta | Controla la velocidad y dirección del flujo hacia la cavidad. | Mecanizado a partir de bloque de troquel |
| Canales de enfriamiento | Regular la temperatura para controlar la solidificación y el tiempo del ciclo. | Perforado en el cuerpo del troquel |
| Pasadores eyectores | Empujar la parte solidificada fuera del molde. | Acero D2 o H13 |
| Ventilaciones / Pozos de desbordamiento | Libere el aire atrapado y el exceso de metal para evitar la porosidad. | Mecanizado a partir de bloque de troquel |
| Diapositivas / Núcleos | Forme socavados, agujeros y geometría interna. | Insertos de acero para herramientas |
La propia cavidad del troquel es el espacio negativo que define la geometría de la pieza final. Dureza del acero del molde, acabado superficial y ubicación del canal de enfriamiento. determinan directamente la calidad de la pieza y la vida útil de la herramienta: un molde de fundición a presión de aluminio bien diseñado puede soportar más de 100 000 disparos antes de requerir renovación.

No todos los moldes de fundición a presión son iguales. El tipo de molde apropiado depende del volumen de producción, la complejidad de la pieza y la aleación que se va a fundir.
Produce una pieza por disparo. Lo mejor para piezas grandes y complejas o tiradas de producción de baja a media. Menor costo de herramientas inicial, pero mayor costo por unidad a escala.
Produce múltiples piezas idénticas por disparo, lo que aumenta drásticamente el rendimiento. un molde de 4 cavidades , por ejemplo, puede cuadriplicar la producción sin aumentar el tiempo de la máquina. Común en la producción de piezas de automóviles o electrónica de consumo de gran volumen.
Contiene cavidades para diferentes piezas dentro de un solo molde, normalmente componentes que se ensamblan entre sí. Útil para reducir la inversión en herramientas cuando las piezas comparten la misma aleación y parámetros de ciclo.
Sistemas de moldes modulares donde se pueden intercambiar los insertos. Estos brindan flexibilidad para variaciones de productos o iteraciones de diseño sin reemplazar toda la base del molde.
Fabricado con materiales más blandos (como bloques de herramientas de aluminio) para una validación en las primeras etapas. Normalmente clasificado para 500 a 5000 disparos , estos moldes permiten la verificación del diseño antes de comprometerse con herramientas de producción duras.

El diseño eficaz de moldes de fundición a presión requiere un enfoque a nivel de sistemas que equilibre la geometría de la pieza, el flujo de materiales, la gestión térmica y la capacidad de fabricación. El mal diseño del molde es una de las principales causas de defectos en las piezas, desechos y fallas prematuras de las herramientas.
Todas las paredes verticales deben incluir un ángulo de salida, generalmente 1° a 3° para superficies externas y hasta 5° para superficies internas, para permitir la expulsión limpia de la pieza sin marcas de arrastre ni distorsión.
Un espesor de pared inconsistente provoca velocidades de enfriamiento diferenciales, lo que provoca deformaciones y porosidad. El espesor de pared óptimo para la fundición a presión de aluminio suele ser 2-4 milímetros . Las transiciones entre secciones gruesas y delgadas deben ser graduales.
Las compuertas deben colocarse para garantizar que la cavidad se llene uniformemente antes de que comience la solidificación. Las puertas mal colocadas provocan cierres fríos, errores de funcionamiento y porosidad inducida por turbulencias. Las herramientas de simulación CAE (por ejemplo, MAGMASOFT, Flow-3D) son ahora una práctica estándar para la optimización de puertas.
Los canales de enfriamiento deben ubicarse dentro de 25 a 40 mm de la superficie de la cavidad para maximizar la eficiencia de extracción de calor. El enfriamiento conformado, que utiliza canales que siguen el contorno de la pieza, puede reducir el tiempo del ciclo entre un 20 y un 30 % en comparación con la perforación en línea recta convencional.
Una ventilación adecuada evita que quede aire atrapado, una de las principales causas de la porosidad. Los respiraderos suelen ser 0,05–0,15 mm de profundidad — lo suficientemente delgado como para evitar que el metal se queme, pero lo suficientemente ancho como para permitir que el aire escape a altas velocidades de inyección.
La línea de separación define dónde se unen las dos mitades del molde. Debe colocarse para minimizar la rebaba, facilitar la expulsión y mantener tolerancias dimensionales en superficies críticas. Una línea de partición mal elegida puede agregar un costo significativo de mecanizado secundario.

La fabricación de un molde de fundición a presión es un proceso de varias etapas de alta precisión que normalmente requiere 4 a 12 semanas dependiendo de la complejidad. Este es el flujo de trabajo de producción estándar:
A los fabricantes les gusta Ningbo Jieda Moulding & Machine Co., Ltd. Implemente sistemas CAD/CAM/CAE avanzados junto con centros de mecanizado CNC de precisión y equipos de electroerosión para garantizar que cada molde cumpla con tolerancias exigentes en todas las etapas de producción.

Seguir las mejores prácticas comprobadas en el diseño de moldes reduce los defectos, extiende la vida útil de las herramientas y reduce el costo total de propiedad. Los principios clave incluyen:
El molde de fundición a presión no es un producto básico: es el activo de capital central que define la calidad de las piezas, la eficiencia de la producción y la rentabilidad a largo plazo. Su importancia se puede entender en varias dimensiones:
Un molde de precisión produce piezas con Tolerancias tan ajustadas como ±0,05 mm. y acabados superficiales tan suaves como Ra 0,8 μm: niveles de calidad inalcanzables con fundición en arena o forjado. La repetibilidad dimensional en millones de piezas es fundamentalmente una función de la calidad del molde.
Mientras que un molde de fundición a presión de aluminio de alta calidad puede costar entre $20,000 y $100,000 , su coste amortizado tras 100.000 disparos suele ser de sólo céntimos por pieza. Un molde que falla prematuramente debido a un diseño o materiales deficientes puede costar mucho más en tiempo de inactividad, desechos y reequipamiento que los ahorros iniciales justificados.
El tiempo de entrega del molde suele ser el elemento más largo del lanzamiento de un producto de fundición a presión. Los fabricantes que invierten en sistemas CAD/CAM avanzados y procesos de ingeniería paralelos pueden reducir los plazos de entrega de los moldes de 10 a 12 semanas a tan solo 4 a 6 semanas, lo que ofrece una importante ventaja competitiva.
Los moldes de fundición a presión permiten una fabricación casi perfecta, lo que minimiza el desperdicio de material. Las tasas de desechos de fundición a presión de aluminio en procesos bien optimizados suelen ser inferiores 5% y la aleación es totalmente reciclable: consideraciones clave a medida que los fabricantes enfrentan una creciente presión ESG.
Los moldes de fundición a presión sirven a una gama extraordinariamente amplia de industrias. Su capacidad para producir piezas complejas y de alta resistencia a gran velocidad los hace indispensables en los siguientes sectores:
| Industria | Piezas típicas | Requisitos clave |
|---|---|---|
| Automotriz | Carcasas de motor, cajas de transmisión, soportes, carcasas de baterías para vehículos eléctricos | Alta resistencia al peso, cumplimiento con IATF16949 |
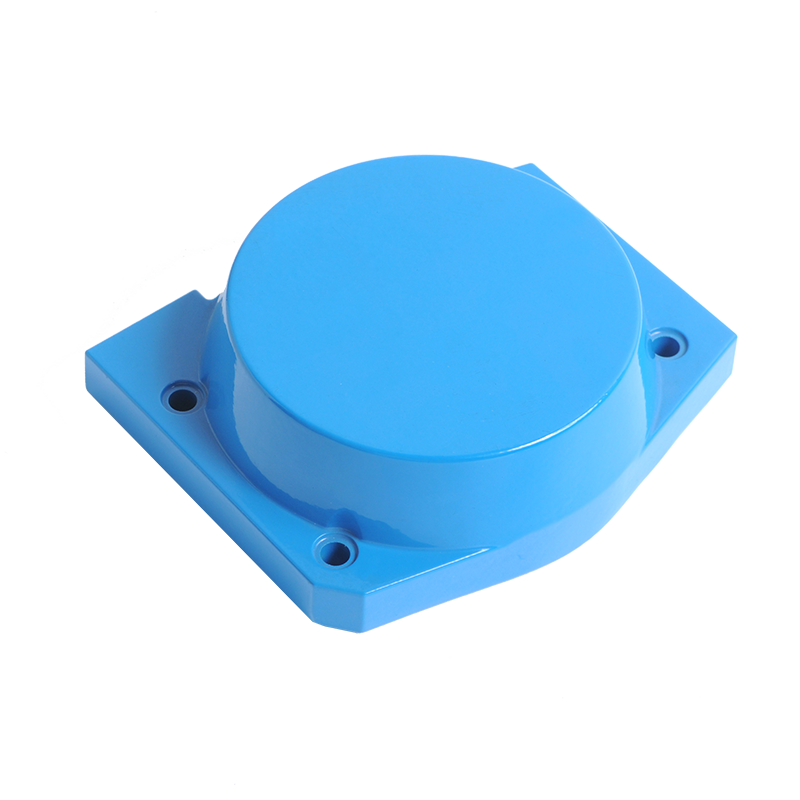
| Nuevas Energías / Fotovoltaica | Carcasas de inversores, soportes de montaje solar, tapas de extremo de motor | Estabilidad dimensional, conductividad térmica. |
| Equipos de comunicaciones | Carcasas de estaciones base 5G, componentes de antena, disipadores de calor | Blindaje EMI, tolerancias estrictas |
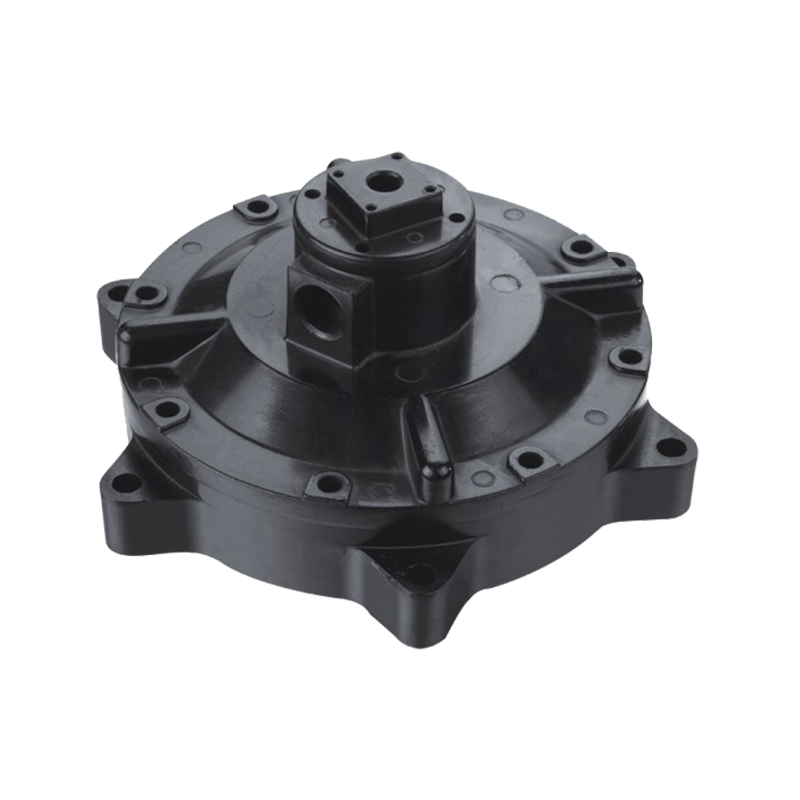
| Industrial / Neumática | Cuerpos de válvulas, tapas de cilindros, carcasas de reductores. | Integridad de la presión, sellado de superficies. |
| Iluminación | Disipadores de calor LED, carcasas de lámparas, reflectores | Acabado superficial, disipación de calor. |
| Motores electricos | Escudos finales de motor, carcasas de estator, aletas de refrigeración | Concentricidad, tolerancias de ajuste de rodamientos. |
La cartera de productos de Jieda abarca todos estos sectores y suministra piezas a empresas de renombre mundial en los Estados Unidos, Alemania, Italia, Francia, el Reino Unido, Finlandia, India, Australia y Polonia, un testimonio de la demanda global de soluciones de fundición a presión de precisión.

Seleccionar el fabricante de moldes de fundición a presión adecuado es una decisión estratégica con implicaciones a largo plazo para la calidad de las piezas, la confiabilidad de la cadena de suministro y el costo. Estos son los criterios críticos para evaluar:
Busque fabricantes con Centros de mecanizado CNC de precisión, electroerosión, corte de alambre y capacidad de simulación de flujo de molde. . Estas herramientas no son opcionales para moldes complejos; son requisitos previos para lograr una precisión dimensional repetible.
Certificación IATF 16949 es el estándar de oro de la industria automotriz para la gestión de calidad y es cada vez más requerido por los clientes de nivel 1 y OEM en otras industrias. Garantiza que el fabricante opere un sistema de calidad de circuito cerrado con prevención de riesgos documentada, procesos claros y datos objetivos de desempeño.
Los fabricantes con amplia experiencia en su industria específica (automotriz, de nuevas energías o industrial) comprenden los requisitos reglamentarios, los estándares de tolerancia y las demandas funcionales exclusivas de ese sector. Busque estudios de casos comprobados y referencias de clientes.
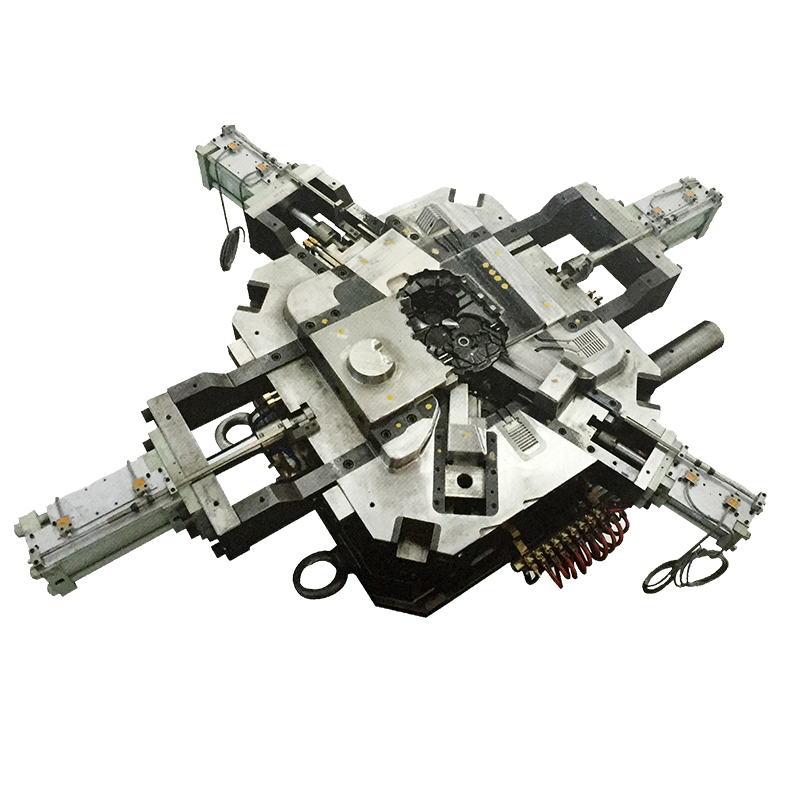
Los fabricantes que construyen moldes y operan máquinas de fundición a presión ofrecen una ventaja significativa: pueden validar moldes en sus propios equipos y optimizar las herramientas y los parámetros del proceso simultáneamente. Jieda, por ejemplo, opera máquinas Lijin de Hong Kong desde 200T a 1600T — permitir la validación de la producción en una amplia gama de tamaños de piezas.
Un fabricante de servicio completo que ofrece tratamiento de superficies (anodizado, recubrimiento en polvo, granallado) reduce la cantidad de proveedores en su cadena de valor y simplifica la responsabilidad de calidad.
Fundada en 1987, Ningbo Jieda Moulding & Machine Co., Ltd. está ubicada en Beilun, Ningbo, la "ciudad natal de los moldes de fundición a presión" reconocida a nivel nacional en China. Con más de 130 empleados, más de 80 equipos de producción y activos fijos que superan 70 millones de yuanes , Jieda tiene la infraestructura, la experiencia y la ventaja logística geográfica (adyacente al puerto de Beilun) para atender a clientes globales de manera eficiente. Su certificación IATF16949 y su modelo sistemático de gestión de calidad de circuito cerrado lo convierten en un socio confiable para las exigentes cadenas de suministro internacionales.
Al evaluar a cualquier fabricante, solicite revisiones del diseño del molde, garantías de herramientas y datos documentados del rendimiento del recuento de disparos: estos son los indicadores más claros de la confiabilidad del molde a largo plazo y la confianza del proveedor.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano