Contenido
Las aleaciones de aluminio son el metal predominante utilizado en la fundición a presión de piezas de motores, mientras que las aleaciones de zinc y magnesio desempeñan funciones secundarias específicas. Entre los grados de aluminio, A380 y ADC12 representan la gran mayoría de carcasas de motores, escudos finales y marcos de estator que se producen hoy en día, porque combinan baja densidad, fuerte conductividad térmica y moldeabilidad confiable en altos volúmenes de producción. Las aleaciones de zinc como Zamak 3 y Zamak 5 se eligen cuando una pieza necesita tolerancias dimensionales más estrictas o un acabado superficial decorativo, mientras que el magnesio aparece en aplicaciones donde la reducción de peso es la máxima prioridad. Las secciones siguientes desglosan por qué se selecciona cada metal, cómo se comparan sus propiedades y qué significa esto para buscar un fabricante de fundición a presión de piezas de motor.
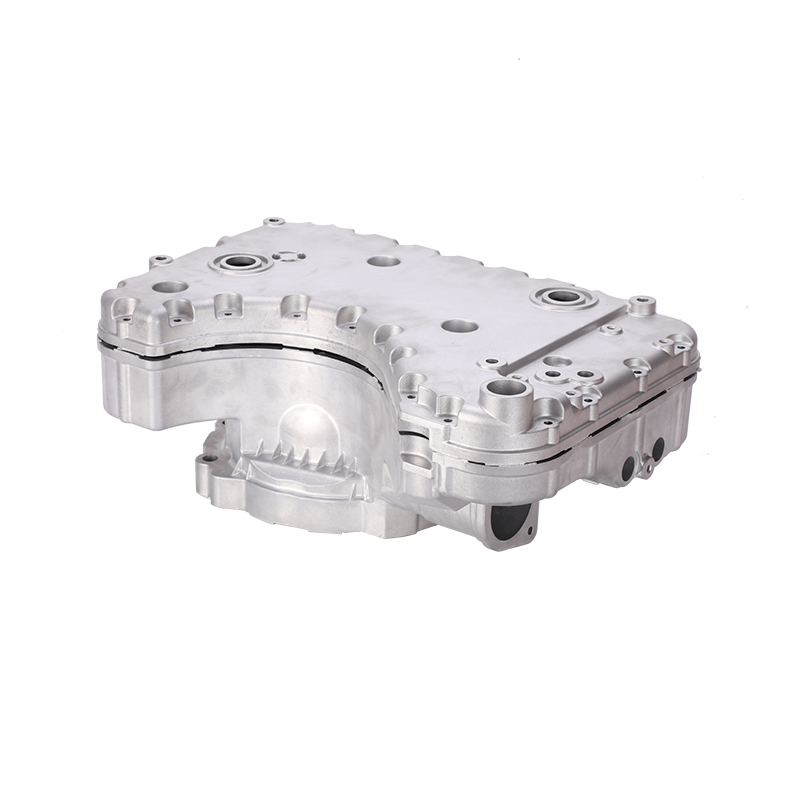
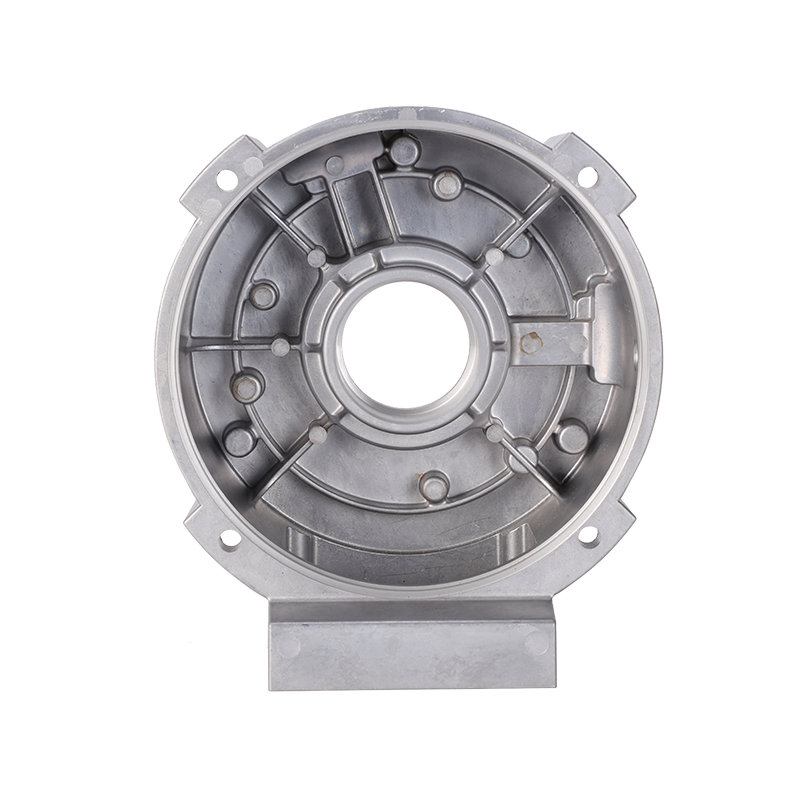
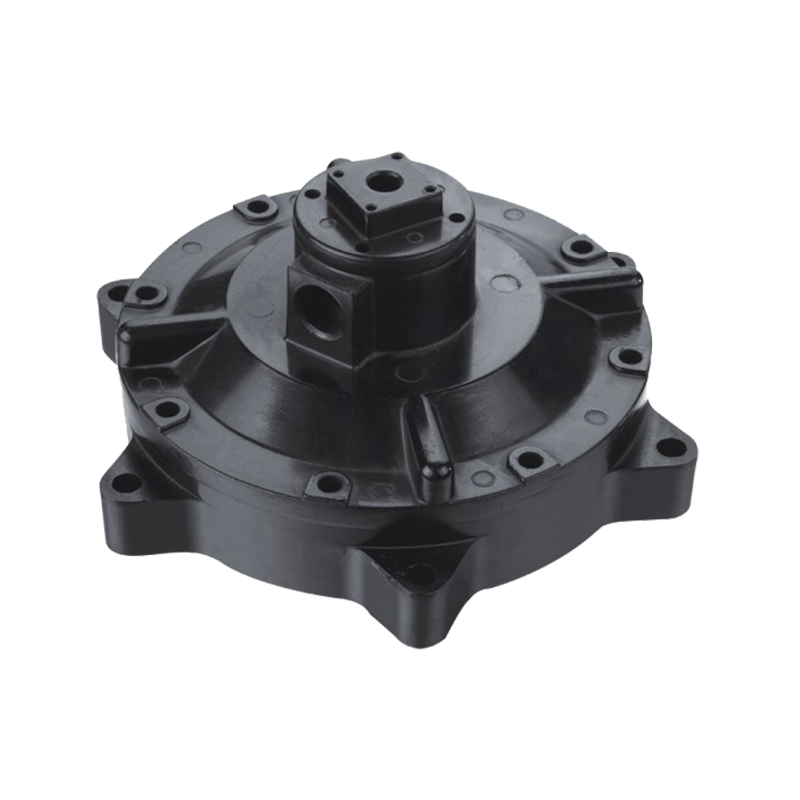
Las carcasas de los motores eléctricos, los escudos laterales y los marcos del estator comparten tres requisitos: deben eliminar el calor de manera eficiente, resistir la corrosión a largo plazo y permanecer lo suficientemente livianos como para no reducir la eficiencia general del sistema. El aluminio satisface los tres a la vez. Su conductividad térmica permite que el calor generado por los devanados del motor se transfiera hacia afuera a través de la pared de la carcasa en lugar de acumularse dentro de la unidad, lo que afecta directamente la vida útil del motor y la consistencia del rendimiento. Su capa de óxido natural también protege las piezas de la corrosión en entornos exteriores, automotrices e industriales sin necesidad de un revestimiento costoso en muchos casos.
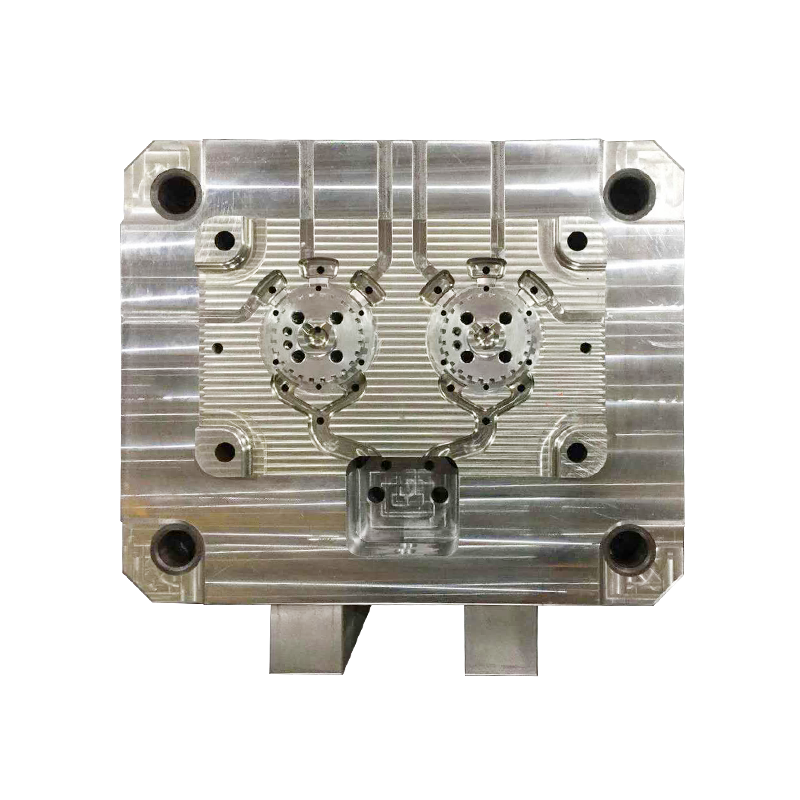
La densidad es el otro factor decisivo. El aluminio pesa aproximadamente un tercio más que el acero para el mismo volumen, lo que tiene una enorme importancia en las piezas de motores de automóviles y en las piezas de automóviles de nueva energía, donde cada kilogramo ahorrado mejora la autonomía o la carga útil. Esta es también la razón por la que la fundición a presión de aluminio se ha convertido en el proceso de conformado predeterminado para carcasas de motores, bastidores de estator, carcasas de cajas de engranajes y cuerpos de bombas en los sectores de equipos industriales y de automoción.
Dentro de la fundición a presión de aluminio, dos familias de aleaciones cubren la mayor parte de la producción de piezas de motor: A380 (el estándar norteamericano y europeo) y ADC12 (el estándar industrial japonés y chino, químicamente muy cercano al A383). Ambos pertenecen a la familia del aluminio silicio-cobre y las diferencias entre ellos son pequeñas pero significativas para los resultados de fabricación.
El A380 normalmente contiene entre un 7,5 y un 9,5 por ciento de silicio y entre un 3 y un 4 por ciento de cobre, lo que le otorga un sólido equilibrio entre resistencia, maquinabilidad y costo. ADC12 tiene un contenido de silicio ligeramente mayor, lo que mejora la fluidez durante la etapa de inyección a alta presión. Esa fluidez adicional permite que el metal fundido llene paredes más delgadas y esquinas más afiladas antes de solidificarse, que es exactamente la geometría que se encuentra en los escudos finales de los motores compactos y en las carcasas del estator con aletas de enfriamiento.
| Propiedad | A380 | ADC12 |
| Contenido de silicio | Alrededor del 7,5 al 9,5 por ciento | Ligeramente más alto, mejorando el flujo. |
| Contenido de cobre | Alrededor del 3 al 4 por ciento | Alrededor del 1 al 3 por ciento, ligeramente inferior |
| Más adecuado para | Carcasas estructurales generales, soportes. | Cubiertas de extremo de motor intrincadas y de pared delgada |
| Conductividad térmica | bueno | bueno, comparable to A380 |
| Región típica de uso | América del Norte, Europa | Asia, especialmente China y Japón. |
En la práctica, la elección entre los dos suele depender del lugar donde se produce la pieza y del espesor de pared que requiere el diseño. Una instalación que ejecuta Hong Kong Lijin o máquinas automáticas de fundición a presión similares en múltiples tonelajes, desde 200T hasta 1600T, normalmente puede acomodar cualquiera de las aleaciones dependiendo del estándar regional del cliente y la complejidad de la geometría de la pieza del motor.
Las aleaciones de zinc, más comúnmente Zamak 3 y Zamak 5, no son las predeterminadas para carcasas de motores grandes, pero desempeñan un papel importante en componentes de motores más pequeños, como tapas de extremo, soportes internos, elementos de engranajes y cubiertas decorativas. Zamak 3 tiene aproximadamente un 96 por ciento de zinc con aproximadamente un 4 por ciento de aluminio y trazas de magnesio y cobre. Se funde a una temperatura comparativamente baja de 385 grados Celsius, lo que reduce el desgaste del molde y el consumo de energía durante la producción.
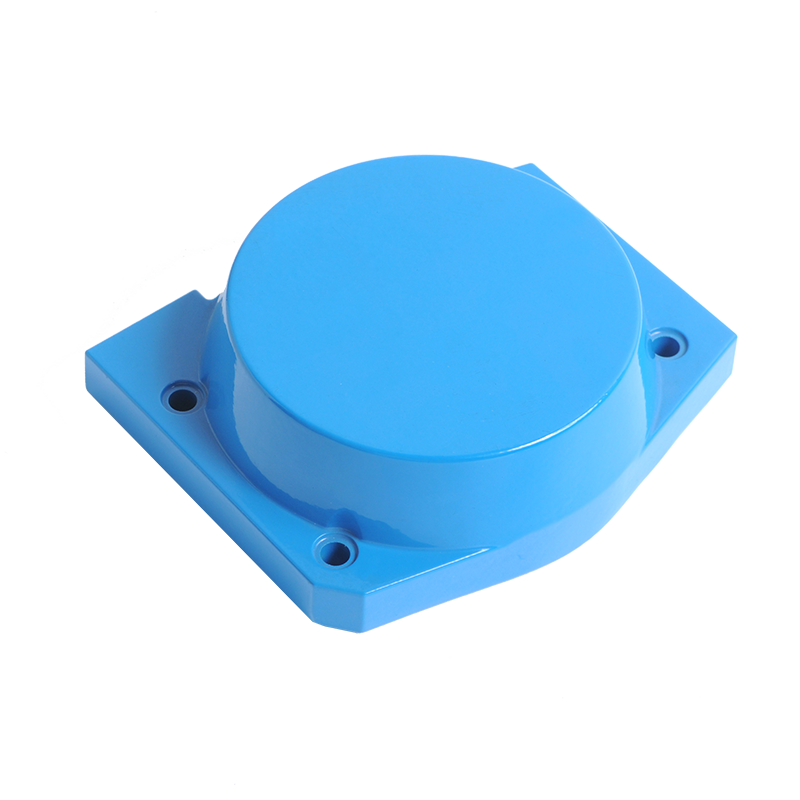
La razón por la que los diseñadores optan por materiales de moldes de fundición a presión de zinc en lugar de aluminio en piezas de motores específicas se reduce a dos factores: precisión dimensional y acabado de la superficie. Las aleaciones de zinc se encogen menos durante la solidificación que el aluminio, lo que las hace más fáciles de mantener con tolerancias estrictas en componentes pequeños e intrincados. También aceptan más fácilmente el cromado, la pintura y el recubrimiento en polvo, lo que es importante para las tapas o carcasas de los extremos del motor visibles que necesitan un acabado decorativo en lugar de uno puramente funcional.
Zamak 5 añade aproximadamente un 1 por ciento de cobre en comparación con Zamak 3, lo que aumenta la dureza y la resistencia al desgaste. Esto lo convierte en un mejor candidato para piezas de motor adyacentes a engranajes pequeños que experimentan contacto mecánico repetido, mientras que Zamak 3 sigue siendo la opción más económica para soportes y cubiertas sin carga mecánica pesada.
La fundición a presión de magnesio aparece con menos frecuencia en piezas de motores que el aluminio o el zinc, pero es el metal estructural práctico más liviano utilizado en la fundición a presión, pesa aproximadamente un tercio menos que el aluminio para un volumen equivalente. Se selecciona principalmente para piezas de automóviles y componentes de motocicletas de nueva energía, donde el ahorro de peso se traduce directamente en una mejor eficiencia o autonomía. La desventaja es que el magnesio requiere un manejo más cuidadoso durante la fusión y la fundición debido a su reactividad, y generalmente cuesta más por kilogramo que el aluminio, por lo que tiende a aparecer sólo cuando la reducción de peso supera las preocupaciones de costos.
Algunas piezas de motor, particularmente aquellas que también funcionan como válvulas, pistones o cuerpos de bomba dentro de un conjunto de motor, pueden usar inserciones de acero o componentes de moldes de fundición a presión de acero combinados con cuerpos de aluminio. Este enfoque híbrido permite al fabricante combinar la resistencia del acero en los puntos de contacto de alto desgaste con el peso ligero del aluminio en el resto de la pieza.
Elegir la familia de aleaciones adecuada es sólo el primer paso. La pureza del lingote de aluminio tiene un efecto directo en la pieza final. El alto contenido de metales pesados o impurezas en el aluminio en bruto pueden causar porosidad, inclusiones de escoria, cierres en frío y defectos superficiales durante el proceso de fundición a presión. Es mucho menos probable que un fabricante de fundición a presión que examina los lingotes entrantes para determinar su composición antes de fundirlos produzca piezas de motor con huecos internos que comprometan tanto la resistencia mecánica como la capacidad de la pieza para sellar contra la entrada de polvo o humedad, lo cual es importante para las carcasas de motores expuestas a condiciones exteriores o debajo del capó.
El control de procesos es tan importante como la selección de materiales. Tres variables en particular determinan si una pieza de motor de fundición cumple con las especificaciones dimensionales y estructurales:
| variable de proceso | Por qué es importante para las piezas de motor |
| Control de temperatura de fusión | Mantiene el flujo constante de aluminio o zinc fundido, lo que reduce la desviación dimensional entre las piezas. |
| Presión de inyección y mantenimiento. | Garantiza que la estructura interna de la fundición se mantenga densa, lo que reduce el riesgo de porosidad en las carcasas del motor. |
| Tiempo de llenado y enfriamiento | Controla cómo se llenan las secciones de paredes completamente delgadas, como las aletas de refrigeración o las nervaduras del escudo terminal, antes de la solidificación. |
Los fabricantes que combinan software de simulación CAD, CAM y CAE durante la etapa de diseño pueden predecir cómo se comportará una aleación determinada dentro de una cavidad de molde específica antes de verter cualquier metal, lo que reduce los costosos rediseños después de cortar las herramientas.
Para las decisiones de abastecimiento, la pregunta práctica generalmente no es qué metal es técnicamente superior, sino qué metal se ajusta a los requisitos de carga, tamaño y acabado de la pieza específica. Como guía general, los componentes estructurales más grandes, como carcasas de motores, marcos de estator y protectores finales, casi siempre requieren fundición a presión de aluminio debido a su ventaja de peso y rendimiento térmico. Los componentes más pequeños, como tapas de extremo, engranajes internos o cubiertas decorativas, suelen adaptarse más a la producción de moldes de fundición a presión de zinc debido a las tolerancias más estrictas que se pueden lograr y la flexibilidad de acabado.
Un fabricante de fundición a presión con experiencia tanto en la producción de piezas de automóviles como en series de motores, con una gama de equipos para ejecutar diferentes tonelajes y tipos de aleaciones, generalmente está mejor posicionado para recomendar el material adecuado para una pieza específica en lugar de optar por la aleación que resulte más fácil de utilizar. Revisar la cartera de piezas de motor existente de un proveedor, como protectores de extremo de motor síncrono o carcasas de estator que ya están en producción, es una forma práctica de confirmar que tienen experiencia práctica con la combinación de aleación y tolerancia que requiere un proyecto determinado.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano