Contenido
Las aleaciones de aluminio, principalmente A380 y ADC12, son la mejor opción para la mayoría fundición a presión automotriz funcionan porque combinan peso ligero, fuerte conductividad térmica, resistencia a la corrosión y fácil llenado del molde en un solo material. Las aleaciones de zinc ocupan el lugar donde más importan las tolerancias estrictas y la larga vida útil de las herramientas, y el magnesio está ganando terreno en las piezas de automóviles de nueva energía, donde cada gramo cuenta. La elección correcta siempre depende del trabajo de la pieza, su temperatura de funcionamiento y su volumen de producción.
Un fabricante profesional de fundición a presión que produce unidades de carcasa de caja de cambios, piezas de motor, pistones, válvulas y piezas de automóviles de nueva energía casi siempre inicia la conversación sobre el material con el aluminio. Tiene aproximadamente un tercio de la densidad del acero, conduce el calor lo suficientemente bien como para servir como un disipador de calor natural y resiste la corrosión sin necesidad de un revestimiento pesado. La fundición a presión de aluminio por sí sola representa más de la mitad de la producción mundial de fundición a presión por volumen, y esa proporción sigue aumentando a medida que los fabricantes de automóviles buscan plataformas más livianas.
Dos grados de aluminio manejan la mayor parte de ese volumen. El A380 es la referencia en Norteamérica y Europa. El ADC12, el equivalente japonés del A383, lidera la producción en las fábricas asiáticas. Ambos comparten una química similar basada en el silicio, pero pequeñas diferencias en el contenido de cobre y silicio cambian hacia donde cada uno funciona mejor.
El A380 se gana su reputación en piezas estructurales de tamaño mediano a grande, como carcasas de caja de cambios, soportes de motor y cubiertas de transmisión. Su alto contenido de silicio mantiene el metal fundido fluyendo suavemente hacia cavidades complejas, lo que limita la porosidad y la contracción incluso en secciones más gruesas.
| Resistencia a la tracción | Aproximadamente 320 MPa |
| Fuerza de producción | Aproximadamente 160 MPa |
| densidad | 2,71 g por centímetro cúbico |
| Rango de fusión | 540 a 595 grados centígrados |
| Conductividad térmica | 96 W por metro Kelvin |
El A380 también mecaniza de forma limpia, lo que es importante para piezas de automóviles que necesitan acabado CNC después de la fundición, como superficies de sellado en un cárter de aceite o caras de montaje en la carcasa de un motor.
ADC12 lleva ligeramente más silicio y menos cobre que A380, lo que se traduce en una mejor fluidez para piezas de paredes delgadas y geométricamente exigentes. Las piezas de motor, los gabinetes de componentes electrónicos pequeños y las carcasas de baterías para piezas de automóviles de nueva energía a menudo especifican ADC12 porque mantiene la precisión dimensional en tiradas de producción largas, lo que reduce el retrabajo durante el mecanizado.
| Más adecuado para | Piezas de pared delgada y geometría compleja |
| Fluidez | Excelente |
| maquinabilidad | Muy bueno |
| Referencia estándar | JIS, común en toda la industria manufacturera asiática |
| Piezas típicas | Cubiertas de motores, carcasas de inversores, carcasas de engranajes. |
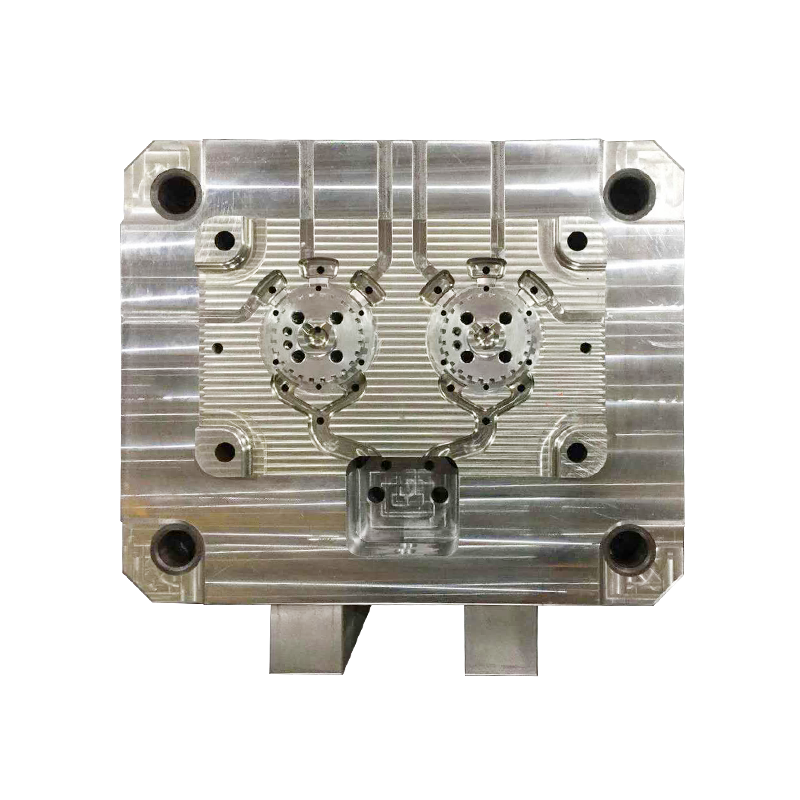
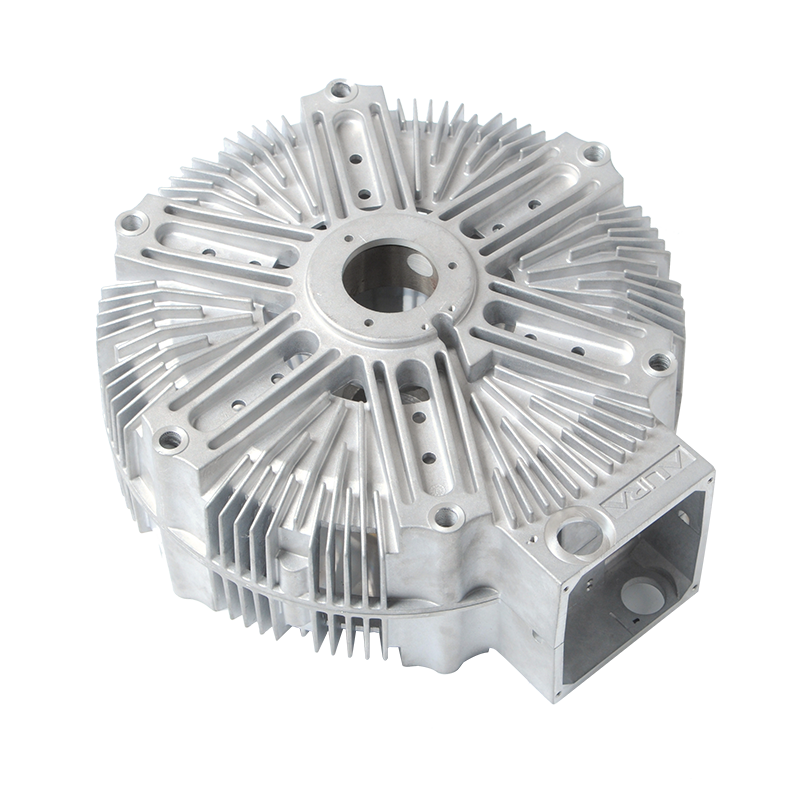
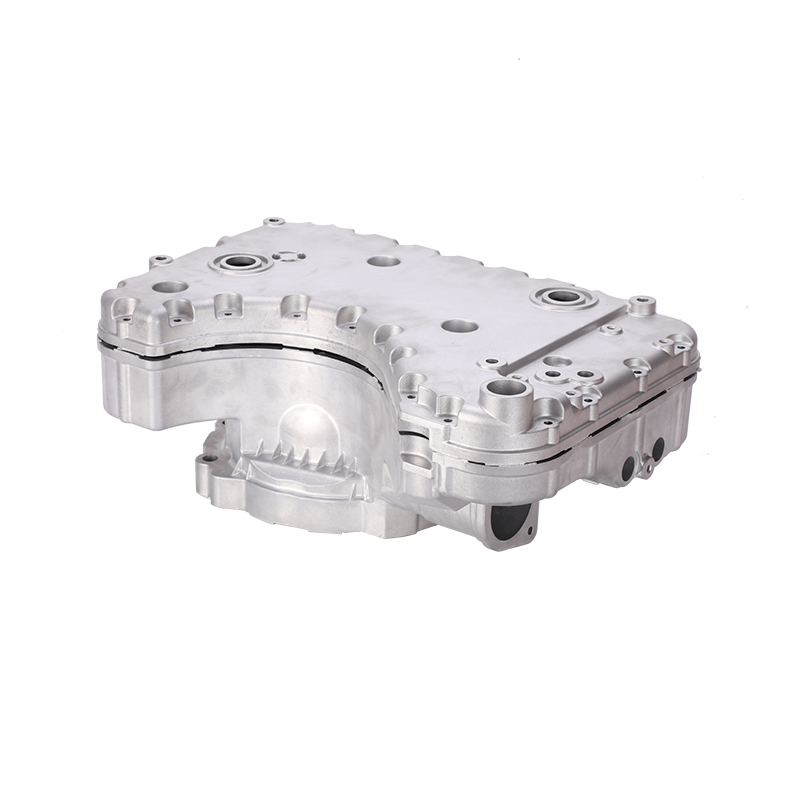
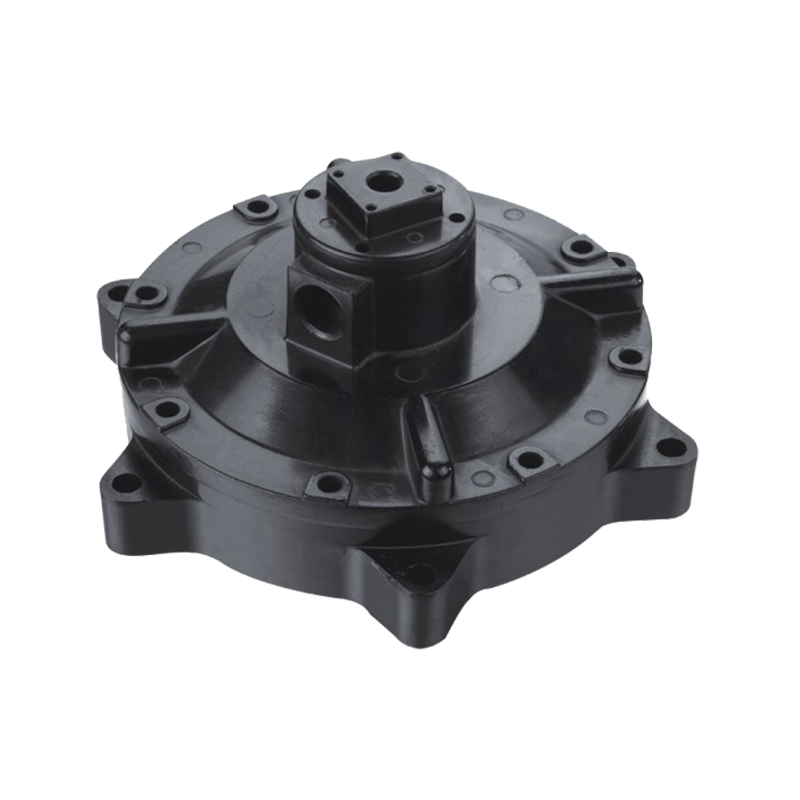
Una instantánea de los componentes de fundición a presión de aluminio y zinc producidos en aplicaciones de automoción, motores e iluminación, cada uno de ellos diseñado para sus requisitos de carga y aleación específicos.

Caja de control
Piezas de automóviles de nueva energía
Carcasa del motor
Autopartes
Caja de cambios
Caja de cambioss
Carcasa del marco del estator
Piezas del motor
Pistones anodizados
Pistones y tapas de extremoLas aleaciones de zinc, comúnmente de la familia Zamak, intervienen cuando una pieza necesita tolerancias más estrictas, un acabado superficial más fino o un molde más duradero. Un molde de fundición a presión de zinc puede durar más que una herramienta de aluminio equivalente por un amplio margen porque el zinc se funde a una temperatura mucho más baja, lo que reduce la tensión térmica en la cavidad con cada ciclo.
| Fuerza de producción | Alrededor de 2,5 veces más alto que los grados de aluminio típicos. |
| Dureza (aleación EZAC) | Aproximadamente 125 BHN |
| Dureza (aluminio estándar) | 70 a 85 BHN |
| Limitación principal | Mayor densidad y peso de las piezas. |
| Usos típicos | Pequeñas válvulas, conectores, mecanismos de manijas de puertas. |
La compensación es el peso. Las piezas de zinc son notablemente más pesadas que sus equivalentes de aluminio, razón por la cual el zinc tiende a permanecer en hardware pequeño y de precisión en lugar de en grandes componentes estructurales en plataformas livianas.
El magnesio es el metal de fundición a presión estructural más liviano disponible y su papel en piezas de automóviles de nueva energía sigue expandiéndose. AZ91D sigue siendo el grado de magnesio más común y moldeable. Frente al aluminio, el magnesio puede reducir entre un 20 y un 30 por ciento más el peso de los componentes, lo que influye directamente en la autonomía en plataformas eléctricas.
El problema es el control de procesos. El magnesio se oxida más fácilmente durante la fundición y necesita un tratamiento superficial para igualar la resistencia a la corrosión del aluminio. También requiere un mayor costo de material, por lo que tiende a aparecer solo en elementos críticos para el peso, como bandejas de batería y piezas seleccionadas del motor, en lugar de en todo el vehículo.
| Caja de cambios | aluminio a380 | Resistencia estructural y resistencia al calor. |
| Piezas de motor para vehículos eléctricos | Magnesio ADC12 o AZ91D | Peso ligero y precisión dimensional |
| Pistones | A380 o A390 | Alto contenido de silicio para resistencia al desgaste. |
| Válvulas y conectores | Zamak 3 o Zamak 5 | Precisión y tolerancias estrictas |
| Carcasa de farola LED | ADC12 o A380 | Disipación térmica en fundición de pared delgada. |
| Piezas de automóviles de nueva energía. | Magnesio ADC12 o AZ91D | Ahorro de peso con resistencia a la corrosión. |
La selección de la aleación es sólo la mitad de la ecuación. La consistencia de la producción distingue a un fabricante confiable de fundición a presión del resto del campo. La fundición a presión a alta presión normalmente funciona entre 1000 y 30 000 psi dependiendo de la geometría y la aleación de la pieza, por lo que la capacidad de la máquina debe adaptarse al trabajo. Busque la inspección de máquinas de medición de coordenadas, la certificación de materiales y la documentación de PPAP como requisitos básicos para trabajos de nivel automotriz.
Específicamente para las piezas de automóviles de nueva energía, el control de la porosidad y la estanqueidad a la presión conllevan un peso adicional, ya que muchos de estos componentes se encuentran cerca de sistemas de alto voltaje o líneas de refrigerante. Un proveedor que gestiona el diseño de moldes, la fundición a presión de aluminio, el mecanizado y el tratamiento de superficies bajo un mismo techo suele ofrecer una calidad más constante que uno que subcontrata pasos a lo largo del camino.
No existe una única aleación que triunfe en todas las aplicaciones. Los grados de aluminio como A380 y ADC12 cubren la mayor parte de las autopartes tanto en volumen como en valor. Las aplicaciones de moldes de fundición a presión de zinc se mantienen firmes en hardware pequeño y de precisión que necesita una herramienta duradera. El magnesio es la opción creciente para las piezas de automóviles de nueva energía más sensibles al peso. Hacer esto bien comienza con definir los requisitos de carga, temperatura y tolerancia de la pieza, luego elegir un fabricante de fundición a presión capaz de ejecutar esa aleación correctamente desde el herramental hasta la inspección final.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano