Contenido
Fundición a presión de piezas de vehículos de nueva energía. La tecnología está experimentyo un cambio fundamental desde la fundición a presión tradicional a alta presión hacia fundición a presión integrada a gran escala . En 2025, el mercado mundial de fundición a presión para automóviles habrá alcanzado aproximadamente 55 a 86,5 mil millones de dólares , y se prevé que supere De 90 a 144 mil millones de dólares para 2034, con una tasa de crecimiento anual compuesta mantenida entre 5,5% y 7,5% . Las aleaciones de aluminio representan aproximadamente 70% de cuota de material, mientras que los procesos de fundición a alta presión mantienen aproximadamente 60% de proceso compartido. En el sector de vehículos de nueva energía, las carcasas de baterías, las carcasas de motores, las cajas de control y las piezas estructurales de la carrocería se han convertido en los cuatro escenarios de aplicación principales para la tecnología de fundición a presión. En particular, un piso trasero integrado de fundición puede consolidar 72 piezas individuales en un solo componente , reduciendo significativamente el peso de la carrocería y mejorando al mismo tiempo la rigidez estructural.
La dependencia de los vehículos de nueva energía de la tecnología de fundición a presión se debe a sus requisitos de ingeniería únicos. En comparación con los vehículos tradicionales con motor de combustión interna, los vehículos eléctricos enfrentan demandas de aligeramiento más estrictas debido al peso sustancial de los paquetes de baterías. cada 10% La reducción del peso corporal puede mejorar la autonomía de conducción de los vehículos eléctricos al 6% a 8% . La tecnología de fundición a presión permite formar en una sola vez formas geométricas complejas manteniendo al mismo tiempo la resistencia estructural, una ventaja que los procesos de estampado y soldadura luchan por igualar.
El sistema de batería es el componente más pesado de un vehículo de nueva energía y normalmente representa 20% a 30% del peso total del vehículo. Para compensar el impacto adverso del peso de la batería en la autonomía, los fabricantes deben maximizar la reducción de peso en las estructuras de la carrocería, el chasis y los componentes del recinto. Las piezas fundidas de aluminio tienen una densidad únicamente un tercio el del acero, combinado con excelentes propiedades de conductividad térmica y blindaje electromagnético, lo que los convierte en el material preferido para carcasas de baterías y carcasas de motores. Un piso trasero de fundición integrado puede reducir el peso estructural de la sección trasera en más de 10% , al mismo tiempo que reduce el número de piezas de docenas a una, simplificando sustancialmente las cadenas de suministro y los procesos de ensamblaje.
Los sistemas de baterías de los vehículos de nuevas energías son extremadamente sensibles a la gestión térmica. Las aleaciones de aluminio fundido a presión exhiben coeficientes de conductividad térmica de aproximadamente 96 a 200 W/(m·K) , significativamente más alto que el acero ordinario, lo que permite una disipación efectiva del calor de los paquetes de baterías y evita la fuga térmica. Además, la alta precisión dimensional y la densidad de las piezas fundidas proporcionan una protección de sellado confiable para las baterías, cumpliendo con clasificaciones IP67 o superiores a prueba de agua y polvo. En términos de seguridad contra choques, los componentes estructurales integrados de fundición reducen las áreas de concentración de tensión al eliminar los puntos de soldadura, mejorando así la resistencia general al impacto estructural.

En los vehículos de nueva energía, las aplicaciones de la tecnología de fundición a presión cubren ahora áreas clave que van desde los "tres sistemas eléctricos" (batería, motor, controlador) hasta las estructuras de la carrocería. Según el análisis de la industria, las aplicaciones de carrocería y chasis representan aproximadamente 40% del mercado de fundición a presión, mientras que los componentes específicos para nuevas energías están creciendo mucho más rápido que las piezas de sistemas de propulsión tradicionales.
Las carcasas de baterías representan una de las aplicaciones más emblemáticas de la tecnología de fundición a presión en vehículos de nuevas energías. Las soluciones actuales emplean procesos de fundición a presión de alta o baja presión para producir carcasas inferiores de batería de aluminio con dimensiones que exceden 2180×1500×110 milímetros . Estas piezas fundidas de gran tamaño deben poseer las siguientes características:
Varios fabricantes avanzados han comenzado a explorar la tecnología integrada de bandejas de batería fundidas a presión, reemplazando estructuras de marco complejas originalmente soldadas a partir de perfiles extruidos con piezas fundidas monolíticas, reduciendo aún más el número de soldaduras y mejorando la integridad estructural.
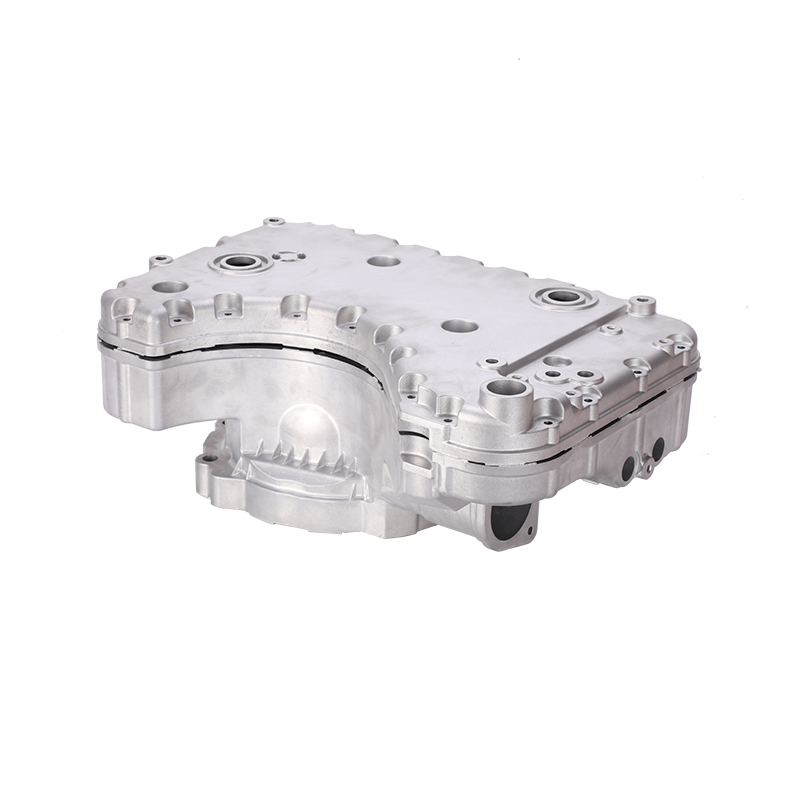
Las carcasas de motores de propulsión y los recintos de control electrónico representan otra aplicación central de la tecnología de fundición a presión en sistemas de propulsión de vehículos de nueva energía. Las carcasas de los motores se fabrican normalmente mediante fundición a presión de aluminio y pesan entre 8 y 15 kilos , y debe incorporar simultáneamente estructuras complejas de cavidades internas para enfriar camisas de agua y asientos de rodamientos. El proceso de fundición a presión permite la formación de una sola vez de carcasas multifuncionales que contienen camisas de agua de refrigeración, bridas de montaje y asientos de cajas de conexiones. En comparación con los procesos combinados de mecanizado y soldadura, la eficiencia de la producción mejora en 3 a 5 veces , con tasas de utilización de materiales aumentando a más de 85% .
La tecnología integrada de fundición a presión está remodelando los métodos de fabricación de carrocerías. Las aplicaciones ya validadas en producción en masa incluyen:
La fundición a presión integrada (Gigacasting) representa la innovación de proceso más disruptiva en la fabricación de automóviles de los últimos años. Esta tecnología utiliza máquinas de fundición a presión ultragrandes con fuerzas de sujeción que superan 6.000 toneladas e incluso llegar 9.000 toneladas , transformando módulos de carrocería que originalmente requerían cientos de piezas y docenas de operaciones de soldadura en estructuras monolíticas moldeadas por inyección de un solo disparo.
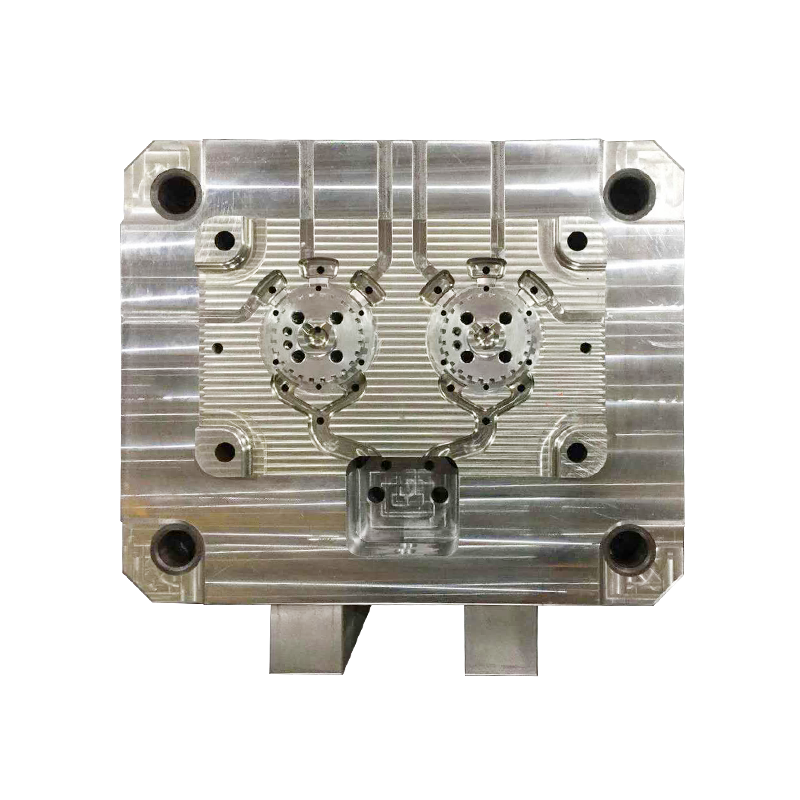
El núcleo de la fundición a presión integrada radica en inyectar aleación de aluminio fundido a alta velocidad y alta presión en moldes de acero mecanizados con precisión, completando el llenado y la solidificación en plazos de tiempo extremadamente cortos. Los parámetros clave de las máquinas de fundición a presión ultragrandes incluyen:
| Categoría de parámetro | Fundición a presión tradicional a alta presión | Fundición a presión ultragrande integrada |
|---|---|---|
| Fuerza de sujeción | 500 a 2500 toneladas | 6.000 a 16.000 toneladas |
| Volumen de disparo único | 5-20 kilos | 80-150 kilos |
| Recuento de consolidación de piezas | 1 a 5 partes | 30–72 partes |
| Reducción del punto de soldadura | 10 a 50 puntos | 500-1600 puntos |
| Tiempo del ciclo de producción | 60–120 segundos/parte | 80–180 segundos/parte |
La fundición a presión integrada no sólo cambia el método de formación de las piezas, sino que también reestructura la lógica de la cadena de suministro de la fabricación de vehículos. La fabricación tradicional del piso trasero implica docenas de proveedores, cientos de piezas estampadas y largas líneas de montaje de soldadura. Con la fundición a presión integrada, el número de piezas disminuye drásticamente, los niveles de proveedores se simplifican y las horas de mano de obra de fabricación se reducen en aproximadamente 30% a 40% . Al mismo tiempo, debido a la reducción de los procesos de soldadura y aplicación de adhesivos, el espacio de producción se puede reducir en más de 25% , lo que permite diseños de fábrica más compactos y eficientes.
El rendimiento de los materiales de fundición a presión determina directamente la seguridad y durabilidad de los componentes de los vehículos de nueva energía. Actualmente, la industria está evolucionando desde los sistemas tradicionales de aleación Al-Si hacia nuevos sistemas de aleación con mayor resistencia y mejor ductilidad.
Las piezas fundidas a presión tradicionales requieren un tratamiento térmico prolongado (procesos T6 o T7) para lograr las propiedades mecánicas requeridas, pero esto provoca una distorsión severa en piezas grandes de paredes delgadas. Las aleaciones de aluminio sin tratamiento térmico logran excelentes combinaciones de rendimiento en estado fundido. 270 a 320 MPa resistencia a la tracción y 8% a 12% alargamiento optimizando las proporciones de silicio, magnesio, manganeso y titanio. Dichos materiales son particularmente críticos para piezas fundidas integradas que exceden 1,5 metros de dimensión, evitando desviaciones dimensionales y riesgos de fisuración por operaciones de enderezamiento posteriores.
En el contexto global de neutralidad de carbono, la proporción de aluminio reciclado utilizado en la industria de la fundición a presión está aumentando rápidamente. El consumo de energía de la producción de aluminio reciclado es sólo de aproximadamente 5% la del aluminio primario, con emisiones de carbono reducidas en más de 95% . Actualmente, varios fabricantes de automóviles exigen que los proveedores utilicen más 50% Materias primas de aluminio reciclado en componentes críticos como carcasas de baterías. El proceso de fundición a presión en sí posee un valor de reciclaje de material extremadamente alto: los bebederos, canales y piezas de desecho se pueden volver a fundir directamente, con tasas de utilización de material integrales que alcanzan más de 90% , altamente alineado con los objetivos de baja carbonización del ciclo de vida completo de los vehículos de nueva energía.
Como material más ligero que las aleaciones de aluminio (solo densidad dos tercios el del aluminio), las aleaciones de magnesio están demostrando potencial de aplicación en componentes específicos. En aplicaciones de carcasas de motores, las piezas de aleación de magnesio pueden alcanzar aproximadamente 33% Reducción de peso en comparación con sus homólogos de aluminio. Los componentes actuales de fundición a presión de aleación de magnesio que se encuentran bajo validación incluyen carcasas de accionamiento eléctrico, esqueletos de asientos y paneles interiores de puertas. Con los avances en las tecnologías de recubrimiento resistente a la corrosión y los procesos de fundición a presión al vacío, se espera que la proporción de aplicación de aleaciones de magnesio en vehículos de nueva energía aumente gradualmente con respecto a la actual. 1% a 2% .
A pesar de las importantes ventajas de la tecnología integrada de fundición a presión, su proceso de industrialización aún enfrenta múltiples desafíos, incluida la inversión en equipos, el control de procesos y los costos de reparación.
Una única máquina de fundición a presión integrada ultragrande normalmente requiere una inversión en millones de dolares rango. Combinado con moldes y equipos periféricos de automatización, la inversión inicial para una sola línea de producción puede alcanzar 2 a 3 veces el de las líneas tradicionales de estampación y soldadura. Además, los grandes ciclos de fabricación de moldes se extienden a 6 a 10 meses y la vida útil del molde se ve afectada por los ciclos de alta temperatura y alta presión, lo que generalmente requiere una revisión o reemplazo importante después 80.000 a 100.000 tiros. Para amortizar los costos fijos, los fabricantes deben garantizar que la capacidad anual de la línea de producción alcance escalas superiores 100.000 unidades .
Las piezas fundidas a presión de paredes delgadas de gran tamaño son altamente susceptibles a la porosidad interna causada por el arrastre de aire y la contracción durante el conformado, lo que afecta el rendimiento ante la fatiga y la seguridad de los componentes estructurales. Las soluciones industriales actuales incluyen:
Una vez dañados en una colisión, los componentes estructurales integrados de fundición generalmente no se pueden reparar o reemplazar localmente como las piezas de chapa metálica tradicionales, sino que requieren el reemplazo de todo el conjunto grande. Esto plantea nuevos desafíos para los sistemas de reparación posventa y los precios de los seguros. La industria está explorando dos vías de solución: primero, optimizar los diseños estructurales con zonas de absorción de energía de choque para garantizar que las piezas fundidas solo experimenten una deformación controlada en accidentes; en segundo lugar, desarrollar tecnologías locales de corte y unión para permitir reparaciones en lugares específicos en lugar de un reemplazo completo del conjunto.
Desde una perspectiva de distribución regional, la región de Asia y el Pacífico, aprovechando su cadena completa de la industria automotriz y su mercado de vehículos de nueva energía en rápida expansión, representa aproximadamente 45% a 46% del mercado mundial de fundición a presión para automóviles, siendo China el mercado de más rápido crecimiento en un solo país. Los mercados de América del Norte y Europa se benefician de la transformación de la electrificación y de las políticas de relocalización de la manufactura local, respectivamente, con aproximadamente 25% and 20% cuotas de mercado.
Durante los próximos cinco años, las aplicaciones de tecnología integrada de fundición a presión se extenderán desde los actuales pisos traseros y compartimentos delanteros a áreas adicionales:
Según las previsiones de la industria, para 2030, el valor de producción de los componentes exclusivos de los vehículos eléctricos (excluidos los sistemas de propulsión tradicionales) en el mercado mundial de piezas de fundición a presión para automóviles alcanzará Entre 5 y 9 mil millones de dólares , convirtiéndose en el motor central que impulsa el crecimiento de la industria. Con la proliferación de máquinas de fundición a presión de más de 8000 toneladas y la maduración de materiales sin tratamiento térmico, el enfoque de fabricación de vehículos de nueva energía seguirá evolucionando hacia direcciones más ligeras, resistentes y simples.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano