Contenido
En la fabricación industrial moderna, Fundición a presión de piezas de motor ha evolucionado desde procesos de fundición tradicionales hasta una tecnología de fabricación de alta precisión y alta eficiencia. Actualmente, el mercado mundial de fundición a presión de piezas de motores se está expandiendo a una tasa de crecimiento anual compuesta de 5,8% , y se prevé que el tamaño del mercado supere 42 mil millones de dólares para 2028. La tecnología de fundición a presión no solo mejora significativamente la densidad y la precisión dimensional de las piezas del motor, sino que también controla las tasas de desechos por debajo 1,5% a través de la producción automatizada, lo que lo convierte en un eslabón clave insustituible en la cadena de suministro de fabricación de motores.
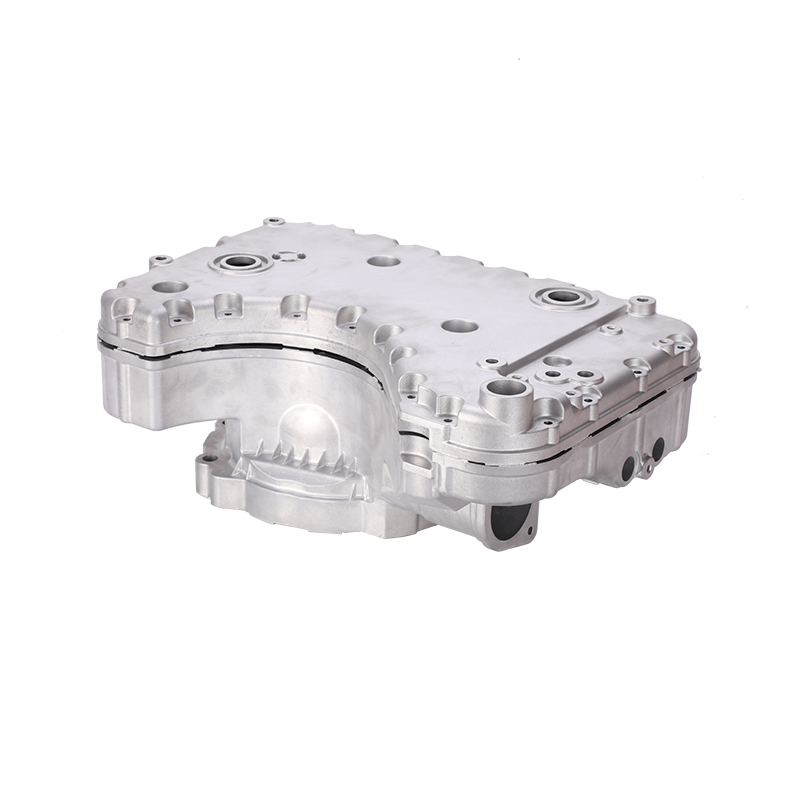
Para los fabricantes, dominar los procesos avanzados de fundición a presión significa obtener ventajas triples en la calidad del producto, los costos de producción y los ciclos de entrega. Tomando como ejemplo las carcasas de motores de aleación de aluminio, después de adoptar la fundición a presión a alta presión, el espesor de la pared se puede reducir a menos. 2,5 mm , el peso se reduce en más de 30% , y la eficiencia de disipación de calor mejora en 20% —Estos indicadores de rendimiento determinan directamente la ventaja competitiva de los motores en vehículos de nueva energía y aplicaciones de automatización industrial.
El proceso de fabricación de piezas de motor ha pasado por tres etapas clave. La primera etapa es la fundición por gravedad, que depende del peso propio del metal fundido para llenar el molde. Es adecuado para piezas con estructuras simples y requisitos de precisión más bajos, pero adolece de altos índices de porosidad y escasa rugosidad superficial. La segunda etapa es la fundición a baja presión, donde el metal fundido se empuja suavemente hacia el molde mediante la presión del aire, lo que reduce la porosidad a 3%-5% , pero aún no cumple con los requisitos de piezas de precisión para motores.
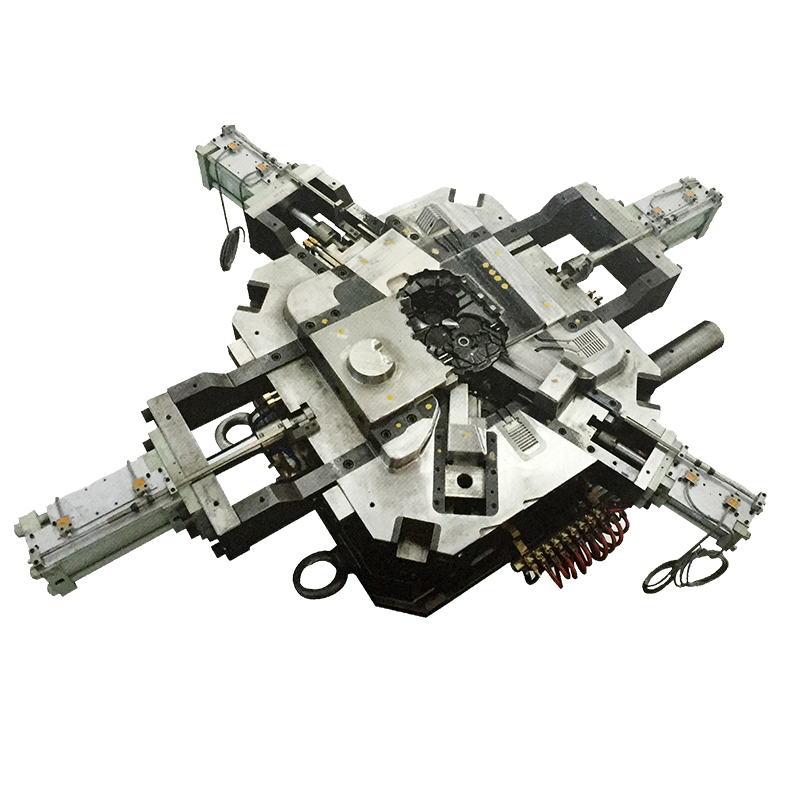
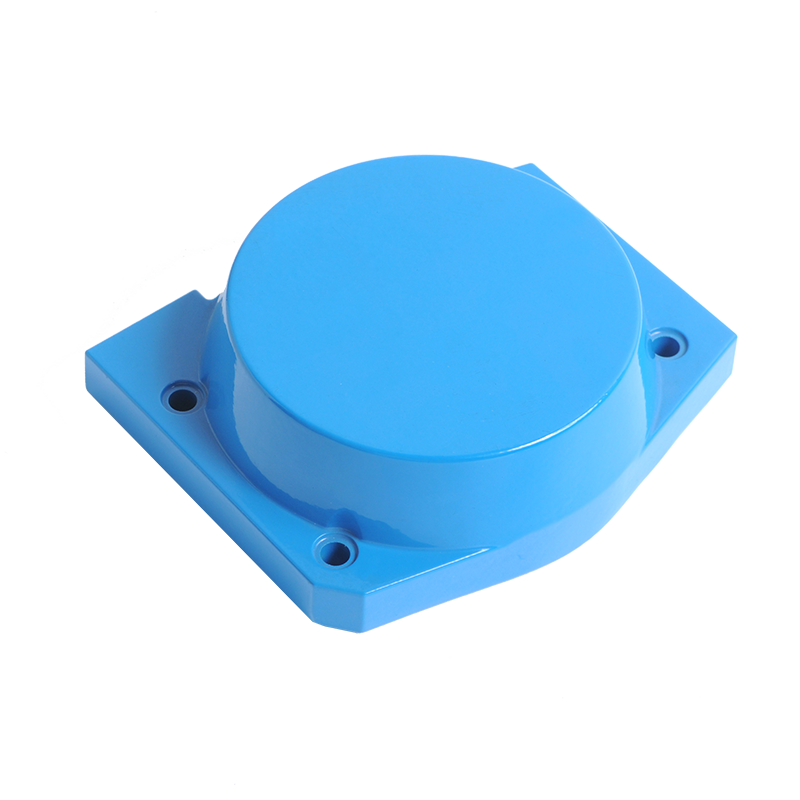
La tercera etapa, que es la tecnología actual de fundición a presión de alta presión, logra presiones de inyección de 30-150 MPa . El metal fundido llena rápidamente la cavidad del molde bajo alta presión, con tiempos de enfriamiento reducidos a 3-8 segundos y los ciclos de producción alcanzan 30-60 segundos por disparo . Tomando como ejemplo las cubiertas de los extremos del motor, los productos de fundición a presión a alta presión pueden controlar las tolerancias dimensionales dentro de ±0,05 mm , con valores de rugosidad superficial Ra inferiores 1,6 µm , cumpliendo plenamente con los requisitos de ajuste de precisión para el ensamblaje de motores.
Actualmente, la industria está acelerando su transición hacia células de fundición a presión inteligentes. Un completo sistema inteligente de fundición a presión integra monitoreo de temperatura en tiempo real, análisis de curva de presión y extracción automática robótica de piezas. Los datos muestran que después de introducir sistemas inteligentes de control de temperatura, las fluctuaciones de temperatura del líquido de aluminio se han reducido de ±15°C a ±3°C . La mejora resultante en la estabilidad dimensional reduce las tolerancias de mecanizado posteriores al 40% , reduciendo los costos de mecanizado por pieza al 12%-18% .
El control de calidad en la fundición a presión de piezas de motores depende de una regulación precisa de múltiples parámetros del proceso. La siguiente tabla compara cómo las diferentes configuraciones de parámetros afectan los defectos típicos:
| Parámetro del proceso | Rango recomendado | Defectos primarios asociados | Nivel de impacto |
|---|---|---|---|
| Temperatura del líquido de aluminio | 660-720°C | Cierres en frío, soldadura. | Alto |
| Temperatura del molde | 180-260°C | Porosidad, grietas calientes. | Alto |
| Velocidad de inyección | 2-6 m/s | Atrapamiento de aire, inclusiones de óxido. | Medio-Alto |
| Presión de intensificación | 30-80 MPa | Porosidad de contracción, densidad insuficiente. | Alto |
| Tiempo de permanencia | 3-10 segundos | Porosidad de contracción, desviación dimensional. | Medio |
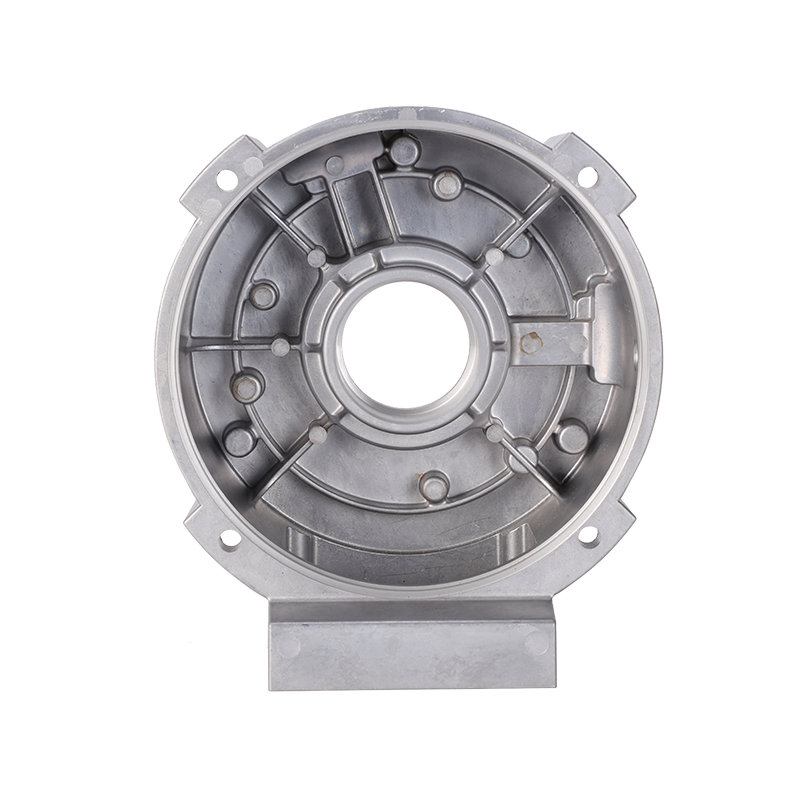
Como se muestra en la tabla, Temperatura del líquido de aluminio, temperatura del molde y presión de intensificación. son los tres parámetros principales que afectan la calidad de la fundición a presión de las piezas del motor. Tomando como ejemplo la fundición a presión de la carcasa del motor, cuando la temperatura del molde cae por debajo 180°C , las tasas de defectos de cierre en frío aumentan por encima 8% ; cuando la presión de intensificación es insuficiente en 30 MPa , la porosidad de contracción interna puede exceder 5% , afectando seriamente el rendimiento de sellado del motor y la eficiencia de disipación de calor.
En el campo de la fundición a presión de piezas de motor, las aleaciones de aluminio representan más de 85% de cuota de mercado, siendo ADC12 y A380 los dos grados más utilizados. ADC12 tiene un contenido de silicio de 9,6%-12,0% , que ofrece una excelente fluidez adecuada para la fabricación de cubiertas de extremo de motor y cajas de conexiones complejas y de paredes delgadas; A380 tiene un contenido de cobre de 3,0%-4,0% , con una resistencia a la tracción que alcanza 320MPa , haciéndolo más adecuado para soportes y bases de motores sometidos a elevadas cargas mecánicas.
Sin embargo, las aleaciones de aluminio tradicionales enfrentan cuellos de botella en la conductividad térmica. El aluminio puro tiene una conductividad térmica de 237 W/(m·K) , mientras que ADC12 cae a aproximadamente 96 W/(m·K) debido al alto contenido de silicio. Para abordar las demandas de alta disipación de calor de los motores de propulsión de vehículos de nueva energía, la industria está promoviendo aleaciones de aluminio con bajo contenido de silicio y alta conductividad térmica, que pueden aumentar la conductividad térmica para 150-170 W/(m·K) manteniendo suficiente fluidez de fundición.
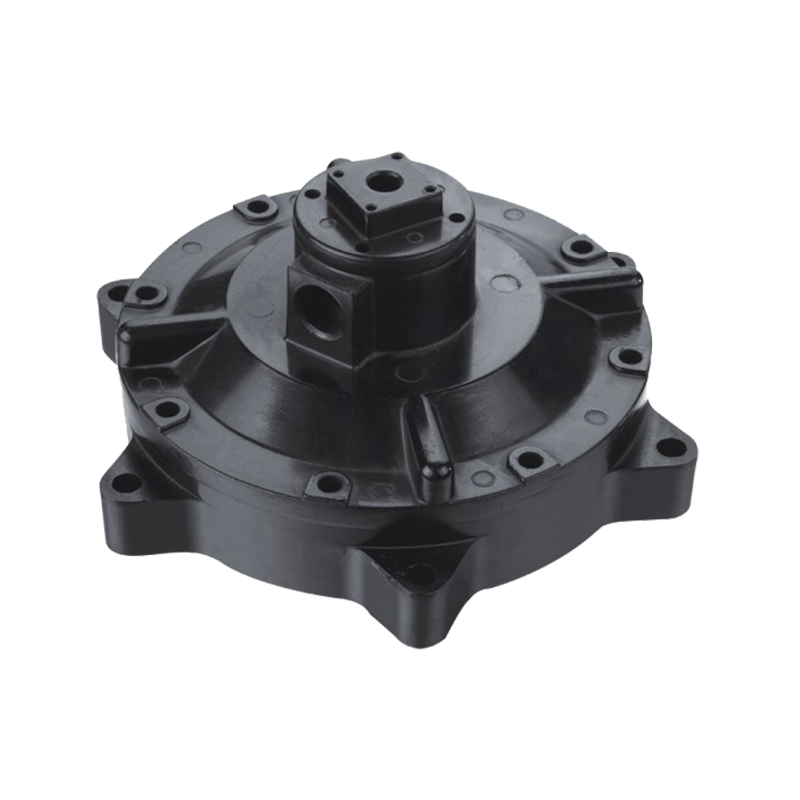
La densidad de la aleación de magnesio es solo 64% el de la aleación de aluminio (1,81 g/cm³ frente a 2,71 g/cm³), lo que demuestra un enorme potencial en el aligeramiento de motores. Las carcasas del motor fundidas a presión con aleación de magnesio AZ91D se pueden 25%-30% más ligeras que las versiones de aluminio, mientras que la resistencia específica (relación resistencia-densidad) mejora en más de 15% . Actualmente, las piezas de motores de fundición a presión de aleación de magnesio han logrado aplicaciones por lotes en algunas herramientas eléctricas de alta gama y motores de drones, con tasas de crecimiento anual superiores. 12% .
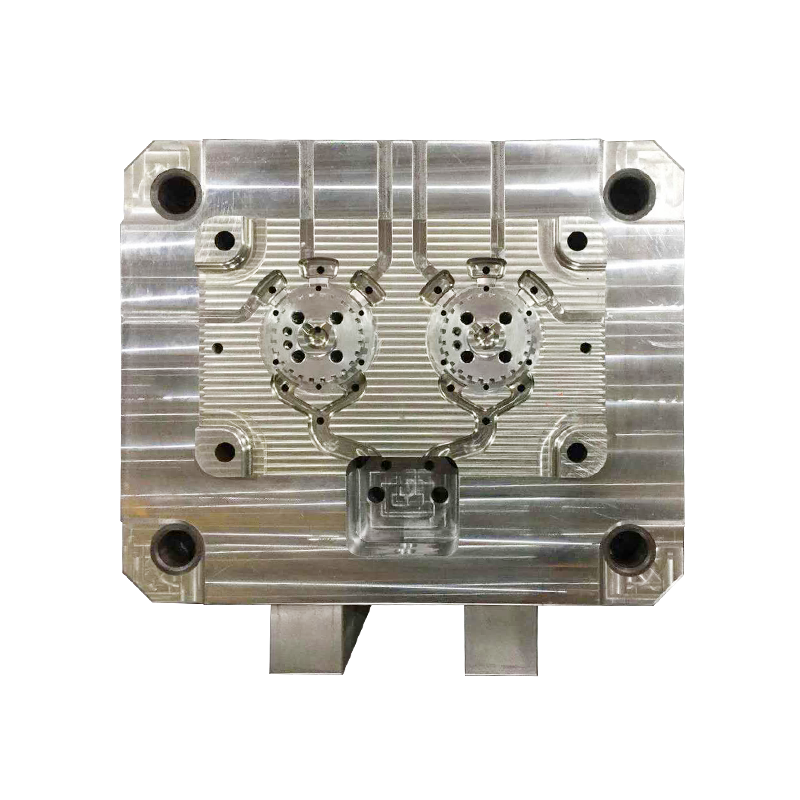
Los moldes de fundición a presión representan la primera puerta de entrada para determinar la calidad de las piezas de motor: la precisión de su diseño y su vida útil afectan directamente los costos de producción y la consistencia del producto. Para un molde de fundición a presión de carcasa de motor, la rugosidad de la superficie de la cavidad se debe controlar a continuación Ra 0,4μm , con una precisión de juego de montaje que alcanza 0,02 mm nivel.
La selección del acero para el molde es igualmente crítica. El acero para herramientas para trabajos en caliente H13, con su excelente resistencia a la fatiga térmica, se ha convertido en el material principal para los moldes de fundición a presión de piezas de motores, con una dureza normalmente controlada a CDH 44-48 . En condiciones normales de uso y mantenimiento, un molde H13 puede completar 80.000-120.000 Ciclos de fundición a presión. Con tecnología avanzada de tratamiento de nitruración de superficies, la vida útil del molde se puede extender a más de 150.000 ciclos , reduciendo el costo de amortización del molde por disparo en 35% .
El diseño de puertas es una tecnología central en la ingeniería de moldes. Para cubiertas de extremo de motor con espesor de pared desigual, adoptar puertas de ventilador combinado con intensificación local Los procesos permiten que el metal fundido complete el llenado de la cavidad dentro 0,3 segundos , evitando eficazmente el atrapamiento de aire en vórtices. Los datos de producción reales muestran que el diseño de compuertas optimizado puede reducir las tasas de defectos de porosidad de 4,2% hacia abajo 1,1% .

La detección de defectos internos en piezas de motores se basa principalmente en la inspección por rayos X y la tecnología CT industrial. Para las carcasas de motores de propulsión de vehículos de nueva energía, los criterios de calidad estándar de la industria son: diámetro de poro individual que no exceda 1,0 mm , y el área total de poros representa menos de 2% del área de la sección transversal. CT industrial de alta resolución (resolución 5 μm ) permite 100% Inspección en línea, con ciclos de inspección sincronizados con los ciclos de producción de fundición a presión, lo que garantiza cero fugas de defectos.
Las piezas de motor fundidas suelen requerir un mecanizado de precisión para alcanzar las dimensiones finales del ensamblaje. Tomando como ejemplo las carcasas de cojinetes de motor, las piezas en bruto fundidas a presión se reservan 0,8-1,2 mm tolerancia de mecanizado, y después del procesamiento CNC, la tolerancia de redondez se controla dentro 0,01 mm , con rugosidad superficial Ra debajo 0,8 µm , cumpliendo con los requisitos de precisión para ajustes de interferencia de rodamientos.
Para el tratamiento de superficies, las carcasas de motores generalmente adoptan procesos de anodizado o recubrimiento electroforético. El espesor de la película anodizada se controla a 8-15 μm , aumentando la dureza de la superficie hacia arriba HV 300 , al tiempo que proporciona un excelente aislamiento y resistencia a la corrosión. Para piezas de motor de uso exterior, los requisitos de prueba de niebla salina superan 500 horas sin óxido rojo, lo que plantea un doble desafío para la densidad de fundición a presión y los procesos de tratamiento de superficies.
La industria de la fundición a presión de piezas de motor se enfrenta a tres tendencias importantes:
Para los fabricantes, abordar estas tendencias requiere una inversión sincronizada en actualizaciones de equipos, investigación y desarrollo de materiales y digitalización. Empresas equipadas con grandes máquinas de fundición a presión arriba 800T , dominar la tecnología de refinación de aluminio reciclado y establecer bases de datos de procesos completas obtendrán importantes ventajas competitivas en el mercado en los próximos años. 3-5 años .
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano