Contenido
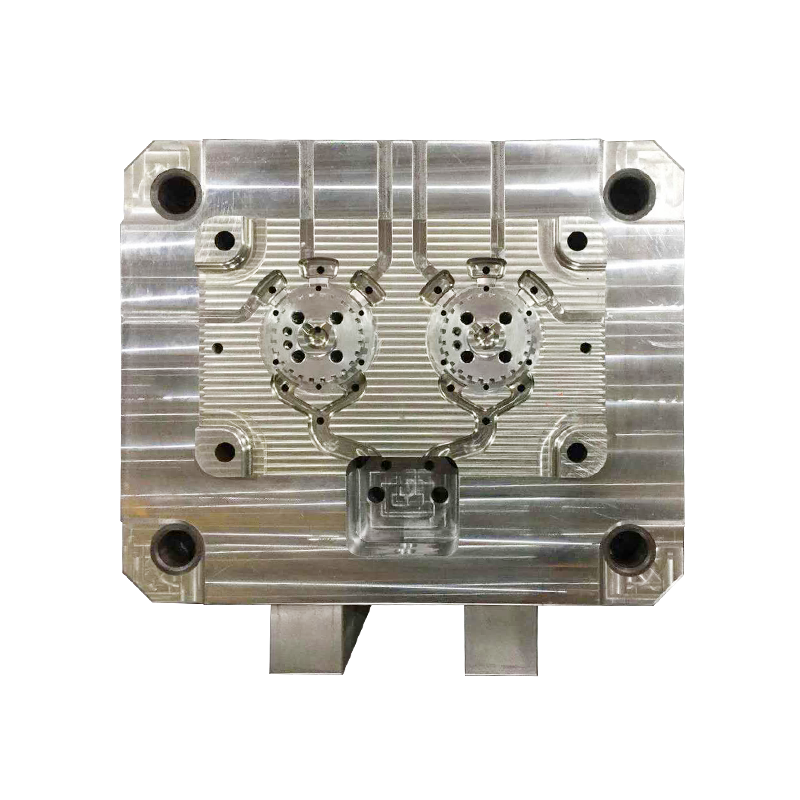
Fundición a presión de zinc es un proceso de fabricación de alta presión en el que se inyecta una aleación de zinc fundido en matrices de acero endurecido para producir componentes metálicos complejos y de precisión con una resistencia y un acabado superficial superiores. El proceso opera a temperaturas relativamente bajas (380–420°C) en comparación con el aluminio, lo que permite ciclos de producción más rápidos y una mayor vida útil del molde.
La fundición a presión de zinc es ideal para la producción de grandes volúmenes de piezas no ferrosas con tolerancias estrictas, mientras que la fundición a la cera perdida sobresale en la producción de geometrías complejas en aleaciones de alta temperatura como el acero inoxidable.
| Característica | Fundición a presión de zinc | Fundición a la cera perdida |
|---|---|---|
| Material del molde | Acero endurecido (reutilizable) | Cerámica (de un solo uso) |
| Gama de materiales | No ferrosos (Zinc, Aluminio) | Ferrosos y no ferrosos (acero, superaleaciones) |
| Tolerancia (hasta 25 mm) | ±0,050 mm | ±0,250 mm |
| Tasa de producción | 3-45 disparos/minuto | Horas por parte |
| Vida útil de la herramienta | 150.000-1.000.000 de disparos | 1 trago por molde |
| Mejor volumen | Alto volumen (10.000 ) | Volumen bajo a medio |
| Acabado superficial | Suave (Ra ≤ 1,0 μm) | Excelente |
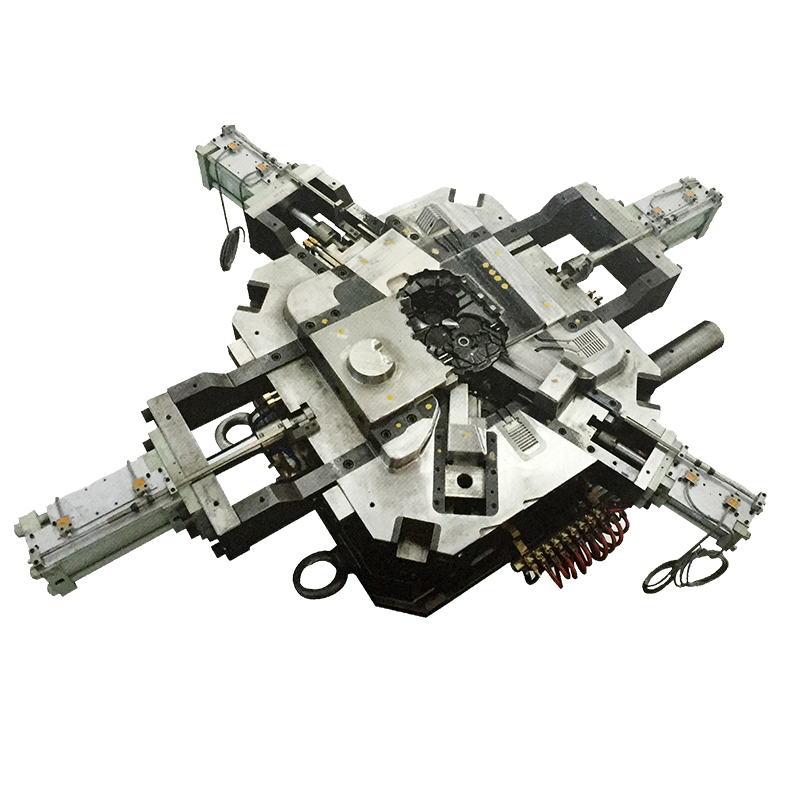
La fundición a presión logra tiempos de ciclo de hasta 45 disparos por minuto con máquinas de deslizamiento múltiple, mientras que la fundición a la cera perdida requiere pasos que requieren mucha mano de obra, incluida la creación de patrones de cera y la construcción de la carcasa de cerámica. Para componentes de zinc de gran volumen, la fundición a presión ofrece una rentabilidad superior a pesar de los mayores costos iniciales de herramientas de entre $15 000 y $60 000.
Las aleaciones de zinc brindan una resistencia superior al impacto, una mejor adhesión del revestimiento, tolerancias más estrictas y una vida útil más larga del molde en comparación con el aluminio, lo que las convierte en la opción preferida para componentes de precisión pequeños y medianos de menos de 500 g.
Sin embargo, el aluminio sigue siendo el preferido para aplicaciones sensibles al peso (densidad 2,7 g/cm³ frente a 6,6 g/cm³ del zinc) y entornos de alta temperatura que superan los 150 °C, donde las propiedades mecánicas del zinc se degradan.
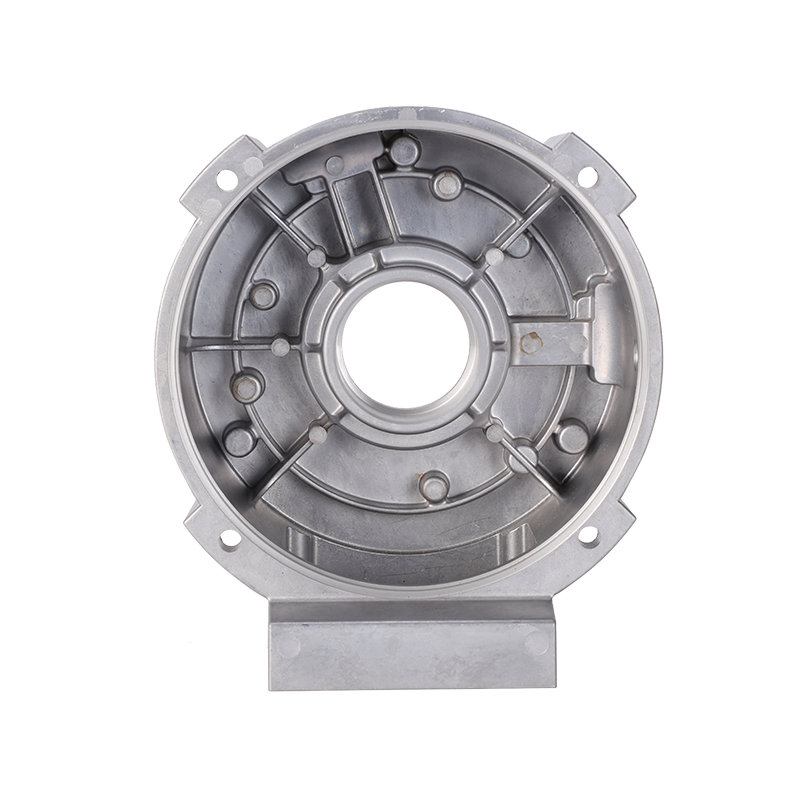
Las piezas fundidas a presión de zinc se utilizan predominantemente en interiores de automóviles, carcasas de dispositivos electrónicos, componentes de hardware y bienes de consumo, donde la precisión, la durabilidad y la rentabilidad son fundamentales.
Las piezas fundidas a presión de zinc exhiben excelentes relaciones resistencia-peso con resistencias a la tracción que van desde 280 MPa a 390 MPa, dependiendo de la composición de la aleación, combinadas con una resistencia al impacto y una dureza superiores en comparación con sus homólogos de aluminio.
| Propiedad | Zamak 3 | Zamak 5 | ZA-8 |
|---|---|---|---|
| densidad | 6,6 g/cm³ | 6,6 g/cm³ | 6,3 g/cm³ |
| Resistencia a la tracción | ~280MPa | ~330MPa | ~390MPa |
| Fuerza de producción | ~210MPa | ~260MPa | ~320MPa |
| Elongación | ~10% | ~7% | ~3% |
| Dureza (HB) | 82 | 91 | 120 |
| Mín. Espesor de la pared | 0,6–3,0 mm | 0,6–3,0 mm | 1,0–4,0 mm |
| Vida útil de la herramienta | 500.000 a 1 millón de disparos | similares | Ligeramente más bajo |
Zamak 3 ofrece el mejor equilibrio entre resistencia y ductilidad con un 10% de alargamiento, lo que la convierte en la aleación más utilizada. Zamak 5 proporciona una resistencia a la tracción un 18% mayor (330 MPa) para aplicaciones estructurales más exigentes. Las aleaciones ZA con mayor contenido de aluminio ofrecen una dureza superior (120 HB) y resistencia al desgaste para componentes de alta resistencia.
La rápida solidificación durante la fundición a presión crea una fina estructura de grano metalúrgico que produce piezas de fundición a presión de zinc. Más resistente que el aluminio fundido en arena 356-T6, el bronce SAE 40 y el hierro fundido clase 30. .
La fundición a presión de zinc se vuelve económicamente viable en 10.000 piezas por pedido , donde los costos de herramientas de $15 000 a $60 000 se pueden amortizar a lo largo de la producción. Para volúmenes inferiores a 5.000 unidades, el mecanizado CNC o la fundición a la cera perdida pueden ser más rentables.
No. No se recomiendan aleaciones de zinc para servicio continuo por encima 95–120°C (dependiendo de la aleación), con máximas absolutas alrededor de 150°C. Por encima de estas temperaturas, las propiedades mecánicas se degradan significativamente debido a la fluencia. Para aplicaciones de alta temperatura, se prefiere el aluminio o el acero fundido a presión.
Sí. Las aleaciones de zinc son 100% reciclable sin degradación de la calidad. Los desechos de producción, los canales y el material sobrante se pueden refundir y reutilizar inmediatamente, respaldando los principios de la economía circular y reduciendo el desperdicio de material en comparación con los procesos de mecanizado.
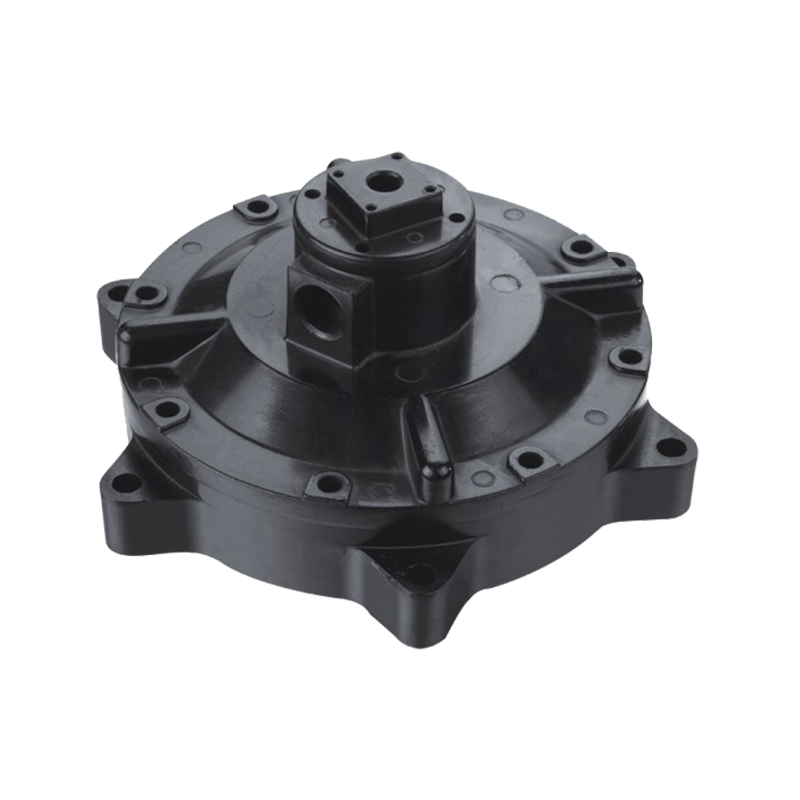
Las piezas fundidas a presión de zinc aceptan una amplia gama de acabados, incluidos galvanoplastia (cromo, níquel, zinc), recubrimiento en polvo, pintura, pulido y chorro de arena . La superficie lisa del material fundido (Ra ≤ 1,0 μm) proporciona una base excelente para revestimientos decorativos.
El zinc tiene una densidad mayor (6,6 g/cm³) en comparación con el aluminio (2,7 g/cm³), lo que hace que las piezas de zinc sean aproximadamente 2,4 veces más pesado que los componentes de aluminio equivalentes. Esto hace que el aluminio sea preferible para aplicaciones en las que el peso es crítico, mientras que el zinc se prefiere para piezas pequeñas de precisión donde la resistencia y la capacidad de fundición importan más que el peso.
La fundición a presión de zinc estándar logra tolerancias lineales de ±0,050 mm para dimensiones de hasta 25 mm , ±0,075 mm hasta 50 mm y ±0,100 mm hasta 75 mm, significativamente más ajustado que los ±0,250 mm de fundición a la cera perdida para el mismo rango. La fundición a presión de múltiples deslizamientos puede mantener tolerancias aún más estrictas.
La fundición a presión en cámara caliente es dominante para el zinc porque el émbolo de inyección permanece sumergido en el metal fundido, lo que permite tiempos de ciclo de 12 a 20 segundos y tasas de producción de hasta 4 a 5 disparos por minuto. Esto es posible gracias al bajo punto de fusión del zinc (380–420 °C) y su baja corrosividad, lo que evita daños a los componentes de la máquina.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano