Contenido
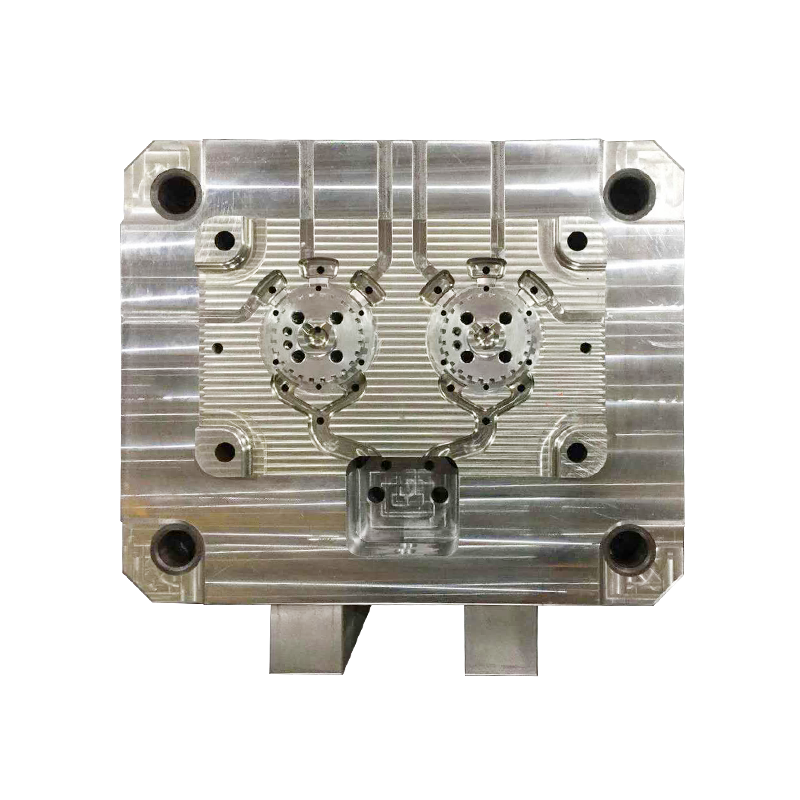
Fundición a presión de la carcasa de la caja de cambios es un proceso de fabricación de alta presión que inyecta aleación de aluminio fundido en un molde (troquel) de acero de precisión para producir carcasas de transmisión complejas, livianas y dimensionalmente precisas. Este proceso permite la producción de geometrías complejas, incluidas aletas de enfriamiento, resaltes de montaje y estructuras de nervaduras internas, que serían difíciles o costosas de lograr mediante mecanizado u otros métodos de fundición.
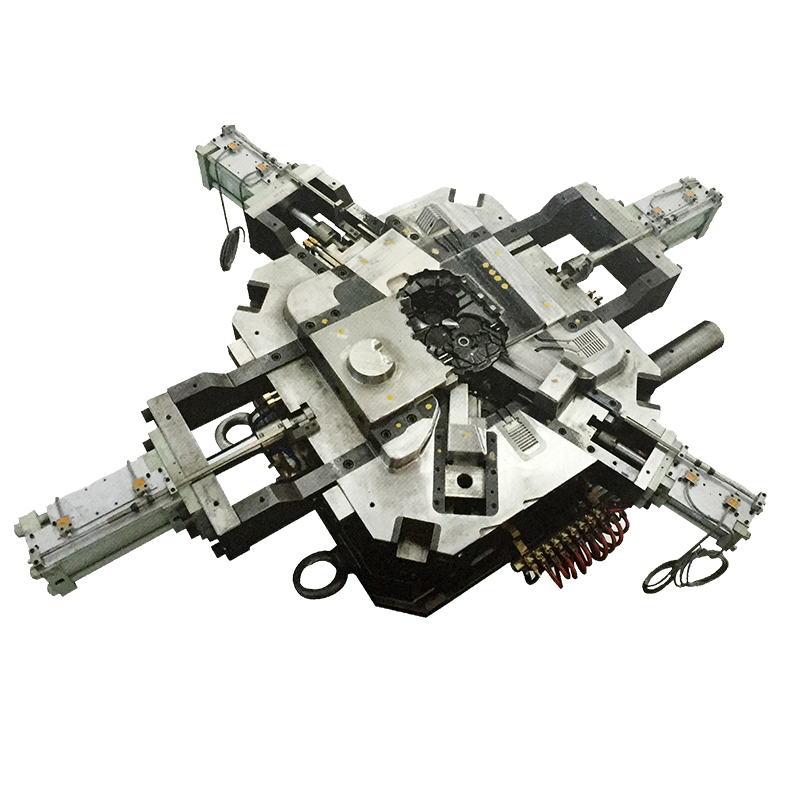
El proceso normalmente emplea máquinas de fundición a presión de alta presión (HPDC) en cámara fría con una fuerza de sujeción de 500 a 4000 toneladas, capaces de producir carcasas de cajas de engranajes con espesores de pared de entre 0,8 y 1,5 mm, manteniendo al mismo tiempo estrechas tolerancias dimensionales de ±0,01 mm después del mecanizado CNC. Los tiempos de ciclo varían de 30 segundos a 3 minutos, dependiendo del tamaño de la pieza, lo que lo hace ideal para la producción automotriz de gran volumen donde los volúmenes anuales superan las 50.000 unidades.
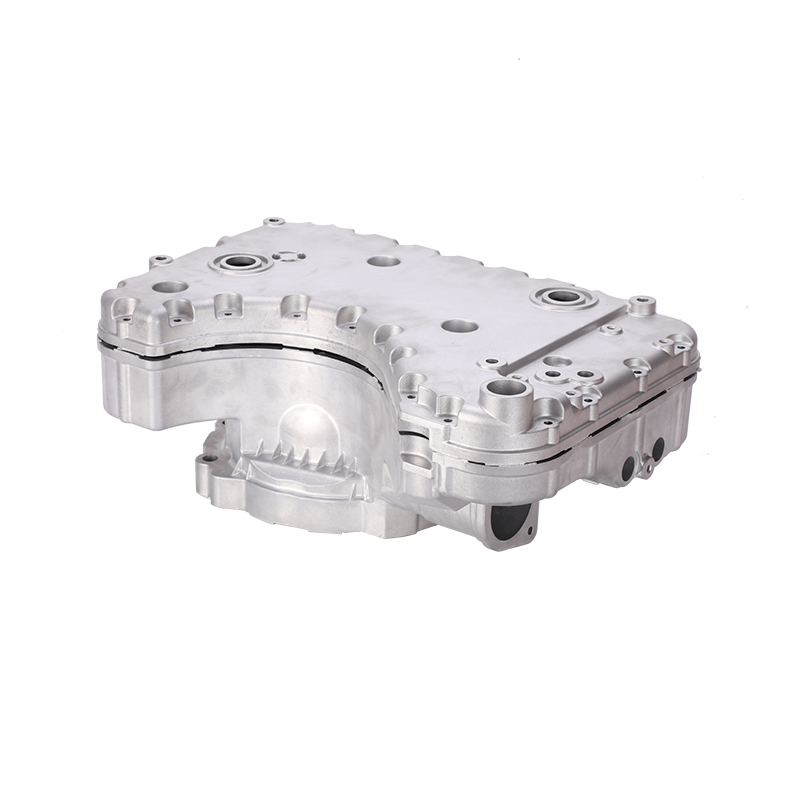
Los componentes resultantes ofrecen excelentes relaciones resistencia-peso, con carcasas de caja de cambios de fundición a presión de aluminio típicas que pesan entre un 30% y un 40% menos que las piezas de fundición de hierro equivalentes y, al mismo tiempo, proporcionan suficiente rigidez para mantener la alineación de los engranajes bajo cargas operativas de 200 a 500 Nm de torque.
Las aleaciones de aluminio dominan las aplicaciones de carcasas de cajas de cambios, siendo A380, ADC12 y A360 las tres opciones de materiales principales, cada una de las cuales ofrece características de rendimiento distintas adecuadas para requisitos operativos específicos.
| aleación | Contenido de silicio | Resistencia a la tracción | Características clave | Aplicaciones primarias |
|---|---|---|---|---|
| A380 | 7,5–9,5% | 324MPa | La mejor aleación para todo uso; excelente moldeabilidad y maquinabilidad; buena relación resistencia-coste | Carcasas para automóviles en general, cajas de transmisión, soportes estructurales. |
| ADC12 | 9,6–12,0% | 310MPa | Fluidez superior; excelente para secciones de paredes delgadas (0,6–1,2 mm); alta estabilidad dimensional | Carcasas electrónicas complejas, componentes de transmisión de pared delgada, piezas detalladas |
| A360 | 9,0–10,0% | 317MPa | Resistencia superior a la corrosión; estanqueidad a la presión mejorada; mejor resistencia a altas temperaturas | Aplicaciones marinas, componentes del tren motriz, carcasas selladas que requieren integridad de presión |
| A383 | 9,5–11,5% | 310MPa | A380 modificado con fluidez mejorada para piezas de paredes muy delgadas | Intrincadas carcasas de caja de cambios de paredes delgadas |
| A413 | 11,0–13,0% | 295MPa | Excelente estanqueidad a la presión y conductividad térmica. | Componentes de transporte de fluidos, carcasas de intercambiadores de calor. |
El control de calidad de las piezas fundidas de carcasas de cajas de engranajes se basa en un enfoque de inspección de múltiples capas que combina métodos visuales, dimensionales y de pruebas no destructivas (NDT) para detectar defectos tanto superficiales como internos. Dado que las carcasas de las cajas de engranajes deben mantener la integridad de la presión y la confiabilidad estructural bajo cargas cíclicas, los protocolos de inspección generalmente logran tasas de detección de defectos superiores al 99,5 % para características de seguridad críticas.
La porosidad en las piezas fundidas a presión de carcasas de cajas de engranajes de aluminio se manifiesta principalmente como porosidad de gas (huecos esféricos de 5 a 50 μm causados por hidrógeno atrapado) y porosidad de contracción (huecos irregulares de 10 a 200 μm causados por la contracción de la solidificación), y una prevención eficaz requiere un enfoque a nivel de sistemas que combine la preparación de la masa fundida, el control de procesos y tecnologías de fundición avanzadas.
Si bien las aleaciones de aluminio dominan la producción de carcasas de cajas de cambios, las aleaciones de magnesio y zinc ofrecen alternativas convincentes para aplicaciones específicas donde la reducción de peso, la capacidad de amortiguación o las consideraciones de costos tienen prioridad.
Las piezas fundidas a presión de magnesio proporcionan 33% menos densidad que el aluminio (1,8 g/cm³ frente a 2,7 g/cm³), lo que los hace atractivos para las cajas de cambios de vehículos eléctricos, donde cada kilogramo afecta la autonomía. AZ91D ofrece excelente moldeabilidad y resistencia a la corrosión, mientras que AM60B proporciona ductilidad superior y resistencia al impacto para aplicaciones críticas.
Las aleaciones de zinc ofrecen una fluidez excepcional, lo que permite espesores de pared de hasta 0,4 mm y geometrías complejas en forma de red con ángulos de inclinación mínimos. Zamak 3 proporciona una resistencia a la tracción de 280 MPa con una ductilidad superior (10 % de alargamiento) en comparación con las piezas fundidas a presión de aluminio.
| Material | Densidad (g/cm³) | Resistencia a la tracción (MPa) | Temperatura máxima (°C) | Costo relativo |
|---|---|---|---|---|
| Aluminio A380 | 2.7 | 324 | 200 | 1,0× (valor inicial) |
| Magnesio AZ91D | 1.8 | 230 | 120 | 2,5× |
| Zinc Zamac 5 | 6.6 | 331 | 120 | 0,8× |
La fundición a presión de aluminio estándar logra espesores de pared de 0,8 a 1,5 mm para áreas generales y de 2,0 a 4,0 mm para salientes de montaje estructural. Con la aleación ADC12 y la entrada optimizada, son posibles secciones tan delgadas como 0,6 mm para características no estructurales.
Las piezas fundidas a alta presión convencionales no pueden recibir un tratamiento térmico T6 debido a la porosidad interna, lo que provoca ampollas. Sin embargo, Las piezas fundidas al vacío con niveles de porosidad <0,3% pueden someterse con éxito al tratamiento T6 , logrando resistencias a la tracción de hasta 380 MPa.
La fundición a presión se vuelve rentable en volúmenes anuales superiores a 5.000-10.000 unidades , con máxima eficiencia económica en 50.000 unidades. Por debajo de este umbral, la fundición en arena o el mecanizado CNC pueden ser más económicos a pesar de los mayores costos por unidad.
Los sistemas de vacío añaden entre un 15% y un 25% a los costos de herramientas y entre un 10% y un 15% al tiempo del ciclo, pero reducen las tasas de desperdicio de un 8% a un 12% a un 2% a un 4%, al tiempo que permiten el tratamiento térmico y la soldadura. Para los componentes estructurales de automóviles, el impacto en el costo total suele ser neutral o positivo cuando se consideran las mejoras de calidad.
Las superficies estándar como fundición alcanzan Ra 3,2–6,3 μm. Las opciones de acabado secundario incluyen granallado (Ra 1,6–3,2 μm), anodizado (decorativo tipo II o revestimiento duro tipo III), recubrimiento en polvo, recubrimiento electrónico y recubrimiento de conversión de cromato para protección contra la corrosión.
La prueba de caída de presión aplica una presión de aire de 0,3 a 0,6 MPa a las cavidades selladas, monitoreando una caída de presión <5% durante 30 segundos. La prueba de fugas de helio (sensibilidad de 10⁻⁶ mbar·l/s) se utiliza para requisitos extremos, como carcasas de baterías de vehículos eléctricos o carcasas de transmisión herméticas.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano