English
English
 Español
Español
 italiano
italiano
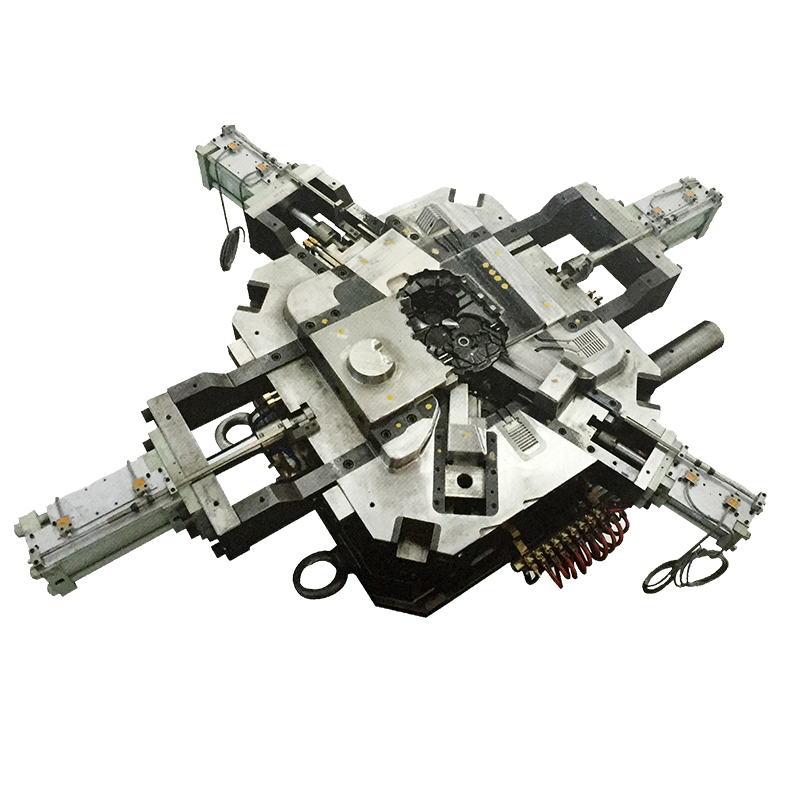
¿Qué es un molde de fundición a presión?
un molde de fundición a presión es una herramienta metálica diseñada con precisión que da forma al metal fundido a alta presión (normalmente de 1500 a 25 000 psi) en componentes complejos con forma neta con tolerancias tan ajustadas como ±0,002 pulgadas (±0,05 mm). Sirve como interfaz crítica entre la máquina de fundición a presión y el producto final, determinando la calidad de la pieza, la precisión dimensional y la eficiencia de la producción.
A diferencia de la fundición en arena o la fundición a la cera perdida, los moldes de fundición a presión son herramientas reutilizables. que puede producir 100.000 a 1.000.000 de disparos antes de requerir reemplazo, dependiendo del materiales y diseño. El molde consta de dos mitades (la matriz de cubierta estacionaria y la matriz eyectora móvil) que se cierran para formar una cavidad que coincide con la geometría de la pieza deseada.
Características clave
- Material: Aceros para herramientas de primera calidad, como H13 (1.2344), 8407 o DIEVAR, tratados térmicamente a 44-48 HRC para un equilibrio óptimo entre dureza y tenacidad.
- Temperatura de funcionamiento: Las temperaturas de la superficie de la cavidad varían de 300°F a 500°F (150°C a 260°C) para aluminio y hasta 700°F (370°C) para aleaciones de zinc.
- Tiempo de ciclo: Los ciclos de producción típicos oscilan entre 30 segundos y 2 minutos, lo que permite una fabricación de gran volumen de 500 a 2000 disparos por día.
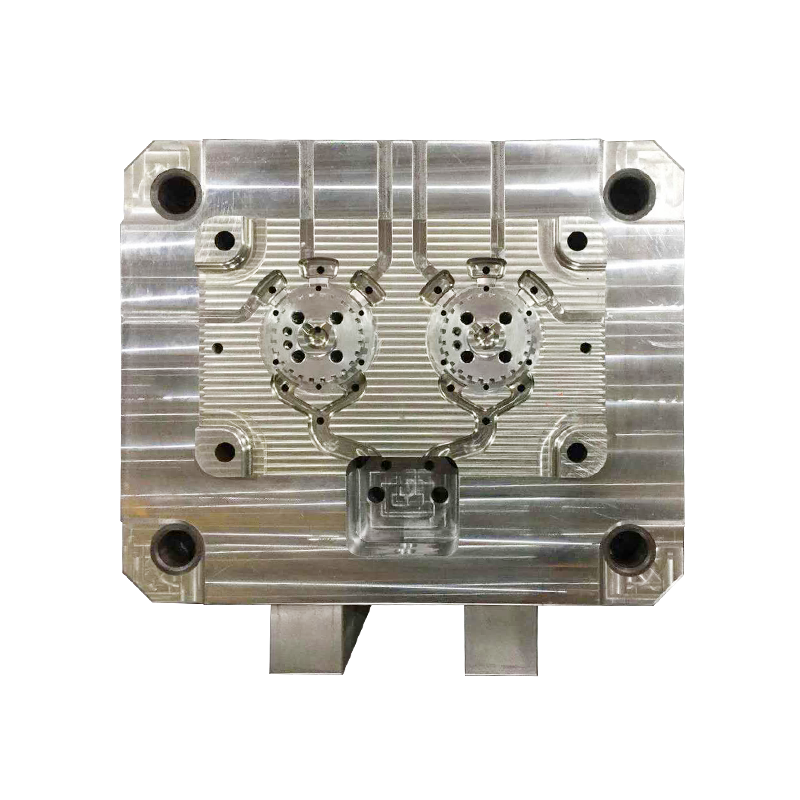
Componentees estructurales centrales de un molde de fundición a presión
La integridad funcional de un molde de fundición a presión depende de seis sistemas de componentes esenciales que trabajan en conjunto. Cada componente aborda desafíos térmicos, mecánicos y operativos específicos inherentes a la inyección de metal a alta presión.
| Component | Función | Especificaciones críticas |
|---|---|---|
| Cavidad y núcleos | Definir la geometría de la pieza y las características internas. | Tolerancia: ±0,001 pulgadas; Acabado superficial: 16-32 μin Ra |
| Buje de bebedero | Canalizar metal fundido desde la boquilla de la máquina. | Endurecido a 50-52 HRC; Ángulo de inclinación de 3-5° |
| Sistema de corredor | Distribuir metal a las puertas de la cavidad. | Sección trapezoidal; Velocidad: 30-60 m/s |
| Canales de enfriamiento | Regular el equilibrio térmico y la solidificación. | Diámetro: 8-12 mm; Distancia desde la cavidad: 1,5-3× diámetro |
| Sistema eyector | Retire la fundición solidificada del molde. | Diámetro del pasador: 3-8 mm; 1-3° de conicidad; 20-30 pines típicos |
| Sistema de ventilación | Expulsa el aire y previene la porosidad del gas. | Profundidad: 0,05-0,15 mm; Área total de ventilación: 20-30% del área de la puerta |
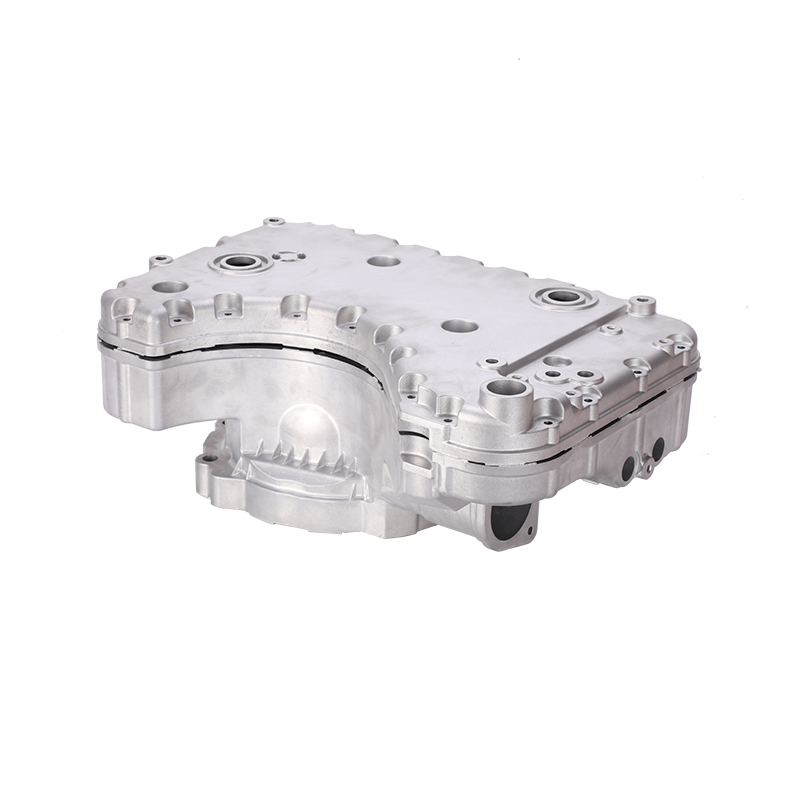
Arquitectura de gestión térmica
La red de canales de refrigeración representa el desafío de diseño más complejo. Un enfriamiento inadecuado causa entre el 60% y el 70% de los defectos de calidad relacionados con el molde. Los moldes modernos emplean canales de enfriamiento conformes que siguen los contornos de la cavidad, lo que reduce los tiempos de ciclo entre un 20 y un 40 % en comparación con los canales tradicionales de perforación recta. Por ejemplo, un molde de carcasa de transmisión con enfriamiento conforme logró una reducción del tiempo de ciclo de 85 segundos a 52 segundos y mejoró la consistencia dimensional en un 35 %.
Defectos comunes y solución de problemas
unpproximately 85% of die casting defects originate from mold-related issues rather than machine parameters or material quality. Comprender las causas fundamentales permite un diagnóstico rápido y acciones correctivas.
Porosidad y atrapamiento de gas
Los niveles de porosidad que superan el 3-5% en volumen normalmente hacen que las piezas sean inaceptables para aplicaciones estructurales. Las causas fundamentales incluyen ventilación inadecuada (ventilaciones obstruidas con residuos de lubricante o acumulación de aluminio), velocidad de inyección excesiva que provoca turbulencias y diseño deficiente de las compuertas que crean bolsas de aire. Pasos para la solución de problemas: aumentar la profundidad de la ventilación a 0,10-0,15 mm, reducir la velocidad del émbolo de 4 m/s a 2,5 m/s durante la fase de llenado de la cavidad y reubicar las compuertas para evitar zonas de aire atrapado.
Cierre en frío y marcas de flujo
Los cierres en frío ocurren cuando dos frentes metálicos se encuentran por debajo de la temperatura de fusión (aproximadamente 1,100 °F/593 °C para el aluminio). El aumento de la temperatura del molde en 50 °F (28 °C) a menudo elimina los cierres en frío sin cambios de parámetros. Asegúrese de que los canales de enfriamiento mantengan una uniformidad de ±5°F (±3°C) en toda la superficie de la cavidad. Las marcas de flujo indican solidificación prematura; Las soluciones incluyen aumentar la temperatura del metal entre 25 y 50 °F (14 y 28 °C) o aumentar el espesor de la puerta entre 0,5 y 1,0 mm.
Inexactitud dimensional
Las aleaciones de aluminio se contraen entre un 4,5% y un 5,5% durante la solidificación; las aleaciones de zinc se encogen entre un 0,6 y un 0,8%. Los diseñadores de moldes deben compensar con márgenes de contracción calibrados con precisión según la composición de la aleación. Por ejemplo, el aluminio A380 requiere una compensación de contracción lineal del 5,0%, mientras que el zinc Zamak 3 requiere solo un 0,7%. La desviación dimensional durante la producción a menudo indica un desequilibrio térmico; verifique que los caudales del canal de enfriamiento excedan los 2 galones por minuto (7,6 L/min) por circuito.
Por qué los moldes desarrollan rebabas y grietas
Las rebabas (rebabas) y las grietas representan los dos modos de falla del molde más costosos y representan el 45 % del mantenimiento no planificado del molde. Comprender sus orígenes metalúrgicos y mecánicos es esencial para la prevención.
Mecanismo de formación de rebabas
Las rebabas se forman cuando el metal fundido penetra en espacios entre superficies de contacto que superan los 0,05 mm (0,002 pulgadas). El espesor de la rebaba aumenta exponencialmente con el tamaño del espacio: un espacio de 0,10 mm produce una rebaba 4 veces más gruesa que un espacio de 0,05 mm. Las causas primarias incluyen:
- Deficiencia de fuerza de sujeción: El tonelaje insuficiente de la máquina permite la separación del molde. Fuerza de sujeción requerida = área de la pieza proyectada (pulg²) × presión de inyección (psi) × factor de seguridad (1,2-1,5).
- Desgaste de la línea de separación: unfter 50,000-100,000 cycles, parting line surfaces develop micro-erosion from thermal cycling and abrasive metal flow, creating leak paths.
- Distorsión térmica: El calentamiento desigual provoca una curvatura de 0,02 a 0,08 mm en moldes grandes (más de 20 pulgadas), lo que abre espacios en las esquinas.
Dinámica de propagación de grietas
La degradación por calor (agrietamiento por fatiga térmica) se inicia después de 5000 a 20 000 ciclos en zonas de alto calor y se propaga a 0,1-0,5 mm por 1000 ciclos. El mecanismo implica tensiones térmicas cíclicas: las superficies de la cavidad se calientan a 600-800°F (315-427°C) durante la inyección, luego se enfrían a 300-400°F (150-200°C) durante el enfriamiento. Este cambio de temperatura de 300 a 400 °F induce tensión de compresión durante el calentamiento y tensión de tracción durante el enfriamiento, excediendo el límite de fatiga del material.
Las ubicaciones de las grietas se concentran en:
- Esquinas internas afiladas (factor de concentración de tensiones K t > 3.0)
- Áreas de puertas que experimentan impacto directo de metal fundido a una velocidad de 30-60 m/s
- Secciones de paredes delgadas (<3 mm) con rápida extracción de calor
- Los orificios de los pasadores eyectores generan tensiones
Ampliación de la vida útil del molde de fundición a presión
La implementación de estrategias integrales de extensión de la vida útil puede aumentar la longevidad del molde de 100 000 a 300 000 disparos, lo que reduce los costos de herramientas por pieza entre un 60 y un 70 %.
Selección de materiales y tratamiento térmico.
El acero premium H13 con refundición de electroescoria (ESR) reduce las inclusiones no metálicas en un 90 %, extendiendo la vida útil de inicio de grietas en un 40 %. Optimice el tratamiento térmico para lograr una dureza de 46-48 HRC con un 12-14 % de austenita retenida para una dureza óptima. La nitruración iónica a una profundidad de 0,15-0,25 mm aumenta la dureza de la superficie a 65-70 HRC, resistiendo la erosión y manteniendo el sustrato dúctil.
Protocolos de gestión térmica
Mantenga la temperatura de la superficie de la cavidad dentro de ±15 °F (±8 °C) del objetivo mediante el control de enfriamiento de circuito cerrado. La implementación de enfriamiento por impulsos (flujo de refrigerante intermitente) reduce el choque térmico en un 30 % en comparación con el flujo continuo. Precaliente los moldes a 250-350°F (120-175°C) antes de la producción para minimizar el choque térmico inicial; arrancar "en frío" reduce la vida útil esperada entre un 25 y un 30 %.
Mantenimiento e Ingeniería de Superficies
El mantenimiento programado cada 10 000 a 15 000 disparos evita fallas catastróficas. Las prácticas clave incluyen:
- Detención de grietas: Pula las grietas termorresistentes que superen los 0,5 mm de profundidad y repárelas con soldadura TIG utilizando material de relleno correspondiente, seguido de un templado para aliviar tensiones a 25 °F (14 °C) por debajo de la temperatura de templado original.
- Recubrimientos superficiales: Los recubrimientos de deposición física de vapor (PVD) de TiAlN o CrN (de 2 a 4 μm de espesor) reducen la soldadura de aluminio en un 80 % y extienden los intervalos de pulido de 5000 a 15 000 disparos.
- Optimización de la lubricación: unpply water-based lubricants at a 1:80-1:120 dilution ratio; excessive lubricant causes buildup and porosity, while insufficient application accelerates erosion.
Diseño para la longevidad
Las decisiones de diseño determinan el 70% de la vida útil potencial del molde. Pautas críticas:
- Mantenga un radio mínimo de 1,5 mm en todas las esquinas internas (reduce la concentración de tensión en un 60 %)
- Limite las relaciones entre longitud y diámetro del núcleo a 4:1 para evitar el destello inducido por la deflexión.
- Coloque los canales de enfriamiento entre 1,5 y 2,0 veces el diámetro de la superficie de la cavidad para una extracción óptima del calor sin debilitamiento estructural.
Preguntas frecuentes sobre los moldes de fundición a presión
¿Cuál es el rango de costos típico de un molde de fundición a presión?
Los costos de los moldes de fundición a presión varían desde $15 000 para piezas simples de zinc hasta $250 000 para cajas de transmisión automotrices complejas. Los moldes de aluminio suelen costar entre un 20 y un 30 % más que los de zinc debido a que las tensiones térmicas son más elevadas y requieren una construcción más robusta. Los moldes prototipo que utilizan acero P20 (en lugar de H13) reducen los costos iniciales entre un 40% y un 50%, pero limitan la producción a entre 10.000 y 20.000 disparos.
¿Cuánto tiempo se tarda en fabricar un molde de fundición a presión?
Los plazos de entrega estándar del molde son de 8 a 16 semanas, dependiendo de la complejidad: los moldes simples de dos placas requieren de 6 a 8 semanas, mientras que los portaobjetos complejos y los mecanismos de desatornillado extienden los tiempos a 14 a 20 semanas. Los programas urgentes que utilizan operaciones de mecanizado en paralelo pueden reducir esto entre un 30% y un 40% con una prima de costo del 15% al 25%.
¿Se pueden modificar los moldes de fundición a presión después de la producción inicial?
Las modificaciones son factibles pero costosas: soldar y remecanizar las superficies de las cavidades cuestan entre el 15% y el 25% del precio original del molde. mientras que agregar diapositivas o cambiar líneas de separación a menudo excede el 50% del costo inicial. El diseño para cambios (insertos extraíbles) permite actualizaciones de geometría entre el 5 y el 10 % del costo del molde. Planifique 2 o 3 órdenes de cambio de ingeniería (ECO) durante el ciclo de vida del producto.
¿Cuál es la diferencia entre los moldes de fundición a presión convencionales y al vacío?
Los moldes de fundición a presión al vacío incluyen líneas de separación selladas y sistemas de ventilación capaces de alcanzar una presión en la cavidad <50 mbar. reduciendo la porosidad del 3-5% a <1% y permitiendo piezas fundidas tratables térmicamente. Los costos adicionales incluyen válvulas de vacío ($2000-5000), sistemas eyectores sellados y tolerancias de mecanizado precisas (±0,01 mm en superficies de separación). Los moldes de vacío son esenciales para componentes estructurales de automóviles que requieren tratamiento térmico T6.
¿Cómo se determina cuándo un molde ha llegado al final de su vida útil?
Los criterios de fin de vida útil incluyen: desviación dimensional que excede las bandas de tolerancia (generalmente ±0,005 pulgadas), densidad de grietas que excede 5 grietas por pulgada cuadrada en áreas críticas o costos de reparación que exceden el 40% del costo de reemplazo. Muchos moldes se someten a entre 3 y 5 renovaciones importantes (soldadura, remecanizado, renitruración) antes de retirarlos, lo que extiende la vida útil total a 500.000 disparos. Realizar un seguimiento de los costos de reparación acumulados; cuando el mantenimiento anual excede la depreciación de un molde nuevo, el reemplazo se justifica económicamente.