English
English
 Español
Español
 italiano
italiano
Pasos del proceso de fundición a presión: una guía completa
fundición a presión Es un proceso de fundición de metal que implica forzar el metal fundido a alta presión hacia la cavidad de un molde. El proceso consiste en cuatro etapas principales: preparación del molde, inyección de metal, enfriamiento y solidificación, y expulsión . Un ciclo típico de fundición a presión a alta presión se completa en 15 a 90 segundos, dependiendo de la complejidad de la pieza y del material.
Procedimiento de fundición a presión paso a paso
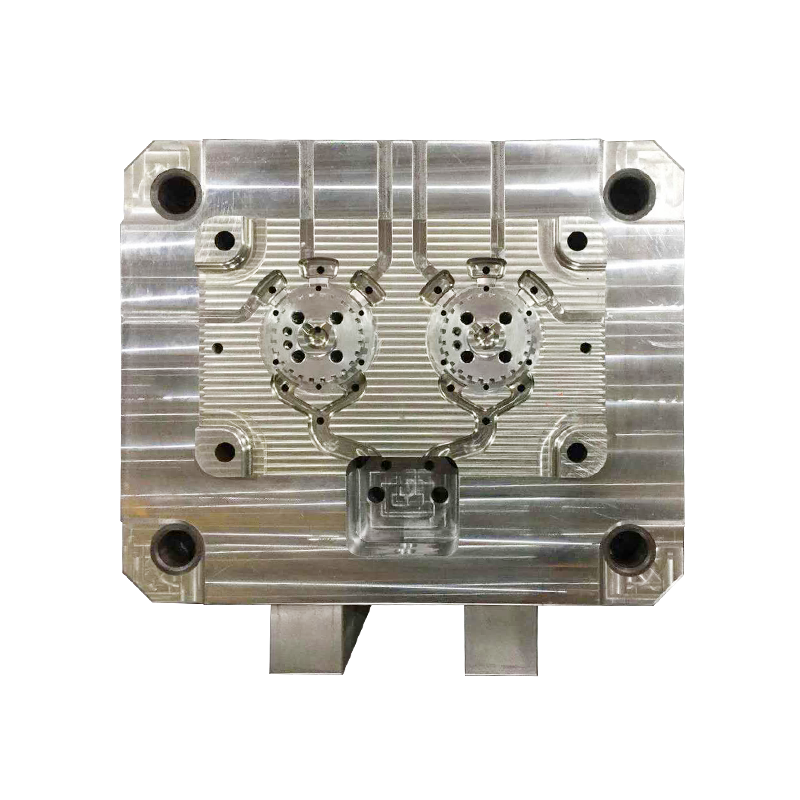
1. Preparación y sujeción del molde
El proceso de fundición a presión comienza con la preparación del molde de acero (troquel). Las dos mitades del troquel se limpian, se lubrican con un agente desmoldante y se sujetan entre sí con un Alta fuerza de sujeción que oscila entre 100 y 4.000 toneladas. para soportar la presión de inyección. Se mantiene la temperatura adecuada del molde (normalmente entre 150 °C y 300 °C para el aluminio) para garantizar un flujo óptimo del metal y evitar la solidificación prematura.
2. Inyección de metal fundido
El metal fundido (comúnmente aluminio, zinc o magnesio) se transfiere a una cámara de perdigones y se introduce en la cavidad del troquel bajo alta presión entre 1500 y 25 000 psi (10 a 170 MPa) . La fase de inyección suele durar 0,05 a 0,15 segundos para componentes de paredes delgadas. Este llenado rápido previene la formación de óxido y asegura un llenado completo de la cavidad.
3. Enfriamiento y Solidificación
Una vez inyectado, el metal fundido se enfría y solidifica rápidamente gracias al sistema de matriz enfriado por agua. El tiempo de enfriamiento varía según el espesor del material:
- Secciones delgadas (1–2 mm): 5 a 10 segundos
- Secciones medianas (3-5 mm): 10 a 20 segundos
- Secciones gruesas (>5 mm): 20 a 40 segundos
4. Expulsión y recorte
Después de la solidificación, la matriz se abre y los pasadores expulsores empujan la pieza fundida. El exceso de material (revestimiento, guías y compuertas) se elimina mediante operaciones de recorte. Los sistemas automatizados modernos pueden lograr ciclos de expulsión tan rápidos como 15 segundos para componentes simples de zinc.
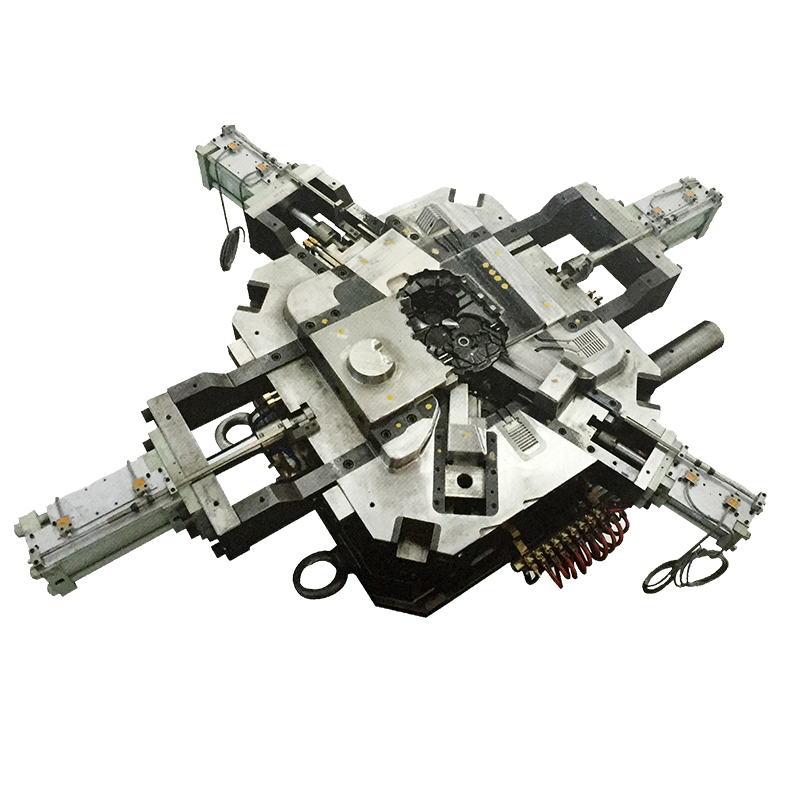
Análisis del tiempo del ciclo de fundición a presión a alta presión
La fundición a presión de alta presión (HPDC) se valora por su rápida capacidad de producción. El tiempo total del ciclo es la suma de múltiples fases:
| Fase del proceso | Parte sencilla | Parte compleja |
|---|---|---|
| Cierre y sujeción de troqueles | 2-3 segundos | 3 a 5 segundos |
| Inyección de metales | 0,05–0,1 segundos | 0,1–0,3 segundos |
| Enfriamiento/Solidificación | 10 a 15 segundos | 30 a 60 segundos |
| Apertura y expulsión del troquel | 2-3 segundos | 4 a 8 segundos |
| Tiempo total del ciclo | 15 a 25 segundos | 40 a 90 segundos |
La fundición a presión de zinc generalmente logra tiempos de ciclo más rápidos que el aluminio debido al punto de fusión más bajo del zinc (419 °C frente a 660 °C) y su fluidez superior. Los componentes de zinc a menudo completan ciclos en 15 a 30 segundos en comparación con el aluminio 30 a 90 segundos .
Fundición a presión versus fundición en arena: comparación de procesos
Comprender las diferencias entre la fundición a presión y la fundición en arena ayuda a los fabricantes a seleccionar el proceso adecuado:
| Parámetro | Fundición a presión a alta presión | Fundición en arena |
|---|---|---|
| Tasa de producción | Alto (cientos por hora) | Bajo (docenas por hora) |
| Acabado superficial | Excelente (Ra 0,8–3,2 µm) | áspero (Ra 12,5–25 µm) |
| Precisión dimensional | ±0,1mm | ±0,5–1 mm |
| Espesor de la pared | delgado (0,8 a 3 mm) | Grueso (3-50 milímetros) |
| Costo de herramientas | Alto ($20,000–$200,000) | Bajo ($1000–$10 000) |
| Rango de tamaño de pieza | Pequeño a mediano (hasta 20 kilos) | Pequeño a muy grande (hasta varias toneladas) |
| Opciones de materiales | Limitado (aleaciones de Al, Zn, Mg, Cu) | Prácticamente ilimitado (todos los metales moldeables) |
Pauta de selección: Elija la fundición a presión para una producción de gran volumen (>10 000 unidades/año) que requiera tolerancias estrictas y un excelente acabado superficial. Seleccione la fundición en arena para producción de bajo volumen, componentes grandes o cuando trabaje con metales ferrosos como el hierro fundido.
Fundición a presión de zinc: ventajas y aplicaciones
La fundición a presión de zinc ofrece ventajas únicas que la hacen ideal para aplicaciones específicas:
Propiedades clave de los materiales
- Punto de fusión bajo (419°C): Reduce el consumo de energía y prolonga la vida útil del troquel (hasta 1.000.000 de disparos frente a 100.000 para el aluminio)
- Fluidez superior: Permite el vaciado de paredes tan delgadas como 0,3 milímetros con detalles intrincados
- Alta resistencia al impacto: Las aleaciones de zinc resisten Energía de impacto de 50 a 60 J , superando al aluminio y al magnesio
- Excelente maquinabilidad: Procesamiento posterior a la fundición más sencillo en comparación con otros metales fundidos a presión.
Aplicaciones comunes
La fundición a presión de zinc domina en:
- Componentes interiores de automóviles (manijas de puertas, emblemas, molduras decorativas)
- Carcasas y conectores para dispositivos electrónicos.
- Accesorios y herrajes de plomería
- Juguetes y bienes de consumo que requieren mucho detalle.
Fundición a presión en la industria automotriz
El sector de la automoción representa el mayor mercado de fundición a presión, consumiendo aproximadamente 50-60% de todas las piezas fundidas a presión de aluminio globalmente. Las tendencias recientes de la industria muestran un crecimiento significativo en las aplicaciones de componentes estructurales.
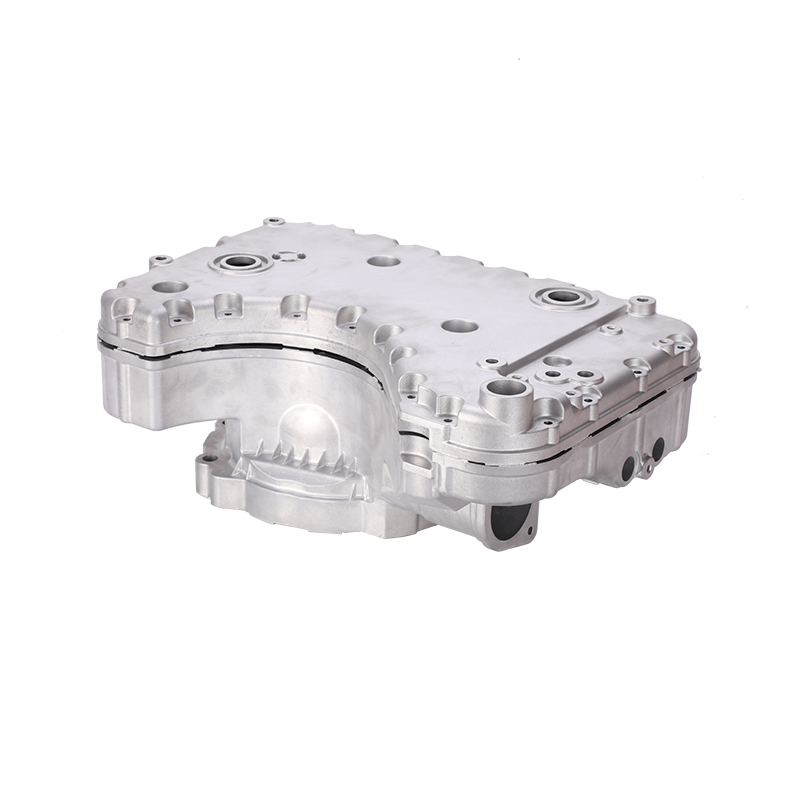
Principales aplicaciones automotrices
- Cajas de transmisión: Geometrías complejas que requieren un sellado hermético
- Bloques de motor y culatas: Requisitos de alta conductividad térmica.
- Componentes estructurales del cuerpo: La parte inferior trasera del Model Y de Tesla utiliza un Máquina de fundición a presión de 6.000 toneladas produciendo una sola pieza que reemplaza 70 componentes estampados
- Piezas de dirección y suspensión: Requisitos de alta relación resistencia-peso
Tendencias de la industria
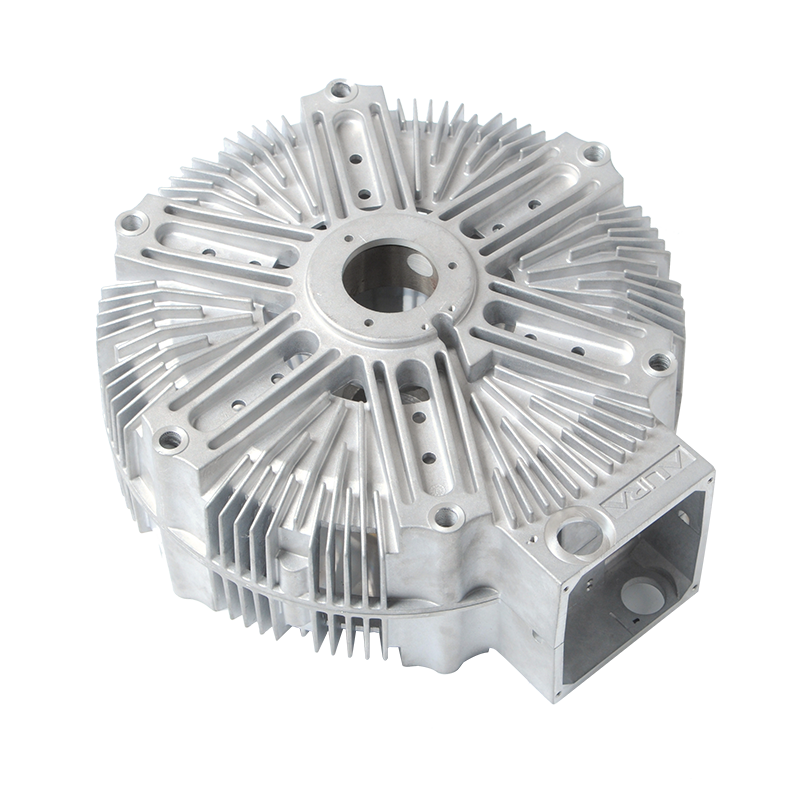
El cambio hacia los vehículos eléctricos (EV) ha intensificado la demanda de fundición a presión para:
- Cajas y bandejas para baterías: Grandes estructuras de paredes delgadas que requieren blindaje electromagnético
- Carcasas de motores: Integración de canales de refrigeración de precisión
- Tecnología de megacasting: Piezas fundidas de una sola pieza que reducen el tiempo de montaje al 30–40% y peso por 10-20%
Selección de un fabricante de fundición a presión: criterios clave
Al contratar servicios de fundición a presión, evalúe a los fabricantes en función de estos factores críticos:
Capacidades técnicas
- Rango de tonelaje de la máquina: Asegúrese de que la capacidad coincida con el tamaño de su pieza (rango común: 180 a 4000 toneladas)
- Experiencia en materiales: Verifique la experiencia con su aleación específica (Al-Si-Cu, aleaciones de zinc Zamak, magnesio AZ91D)
- Certificaciones de calidad: ISO 9001, IATF 16949 para automoción, AS9100 para aeroespacial
- Diseño de herramientas interno: Reduce los tiempos de entrega al 20-30% en comparación con la fabricación de troqueles subcontratada
Métricas de producción para verificar
| Métrica | Estándar de la industria | Objetivo de alto rendimiento |
|---|---|---|
| Rendimiento del primer paso | 85-90% | >95% |
| Tasa de defectos de porosidad | <2% | <0,5% |
| CPK dimensional | >1,33 | >1,67 |
| Plazo de entrega de herramientas | 12 a 16 semanas | 8 a 10 semanas |
Preguntas frecuentes sobre hisopos limpios en operaciones de fundición a presión
¿Por qué son esenciales los hisopos limpios en la fundición a presión?
Los hisopos limpios desempeñan un papel fundamental a la hora de mantener la calidad de la fundición a presión y prevenir defectos. Se utilizan para:
- Limpieza de la superficie del troquel: Eliminación de agentes de liberación residuales, acumulación de óxido de aluminio y residuos de lubricante entre ciclos.
- Mantenimiento de la cámara de tiro: Limpieza de puntas y manguitos de émbolo para evitar soldaduras (el aluminio se pega a las superficies de acero)
- Limpieza del sistema de ventilación: Eliminación de obstrucciones que causan defectos de porosidad del gas.
Tipos de hisopos recomendados para fundición a presión
- Hisopos resistentes a altas temperaturas: Capaz de soportar temperaturas de la superficie del troquel de hasta 350°C sin degradación de la fibra
- Hisopos industriales sin pelusa: Hisopos con punta de poliéster o espuma que no dejan residuos de fibra que puedan causar inclusiones
- Hisopos detectables de metales: Para aplicaciones de seguridad crítica o de grado alimenticio donde se debe eliminar la contaminación por objetos extraños
Mejores prácticas para el uso de hisopos
Implemente estos procedimientos para maximizar la efectividad:
- Utilice hisopos específicos para diferentes áreas del troquel (cavidad versus cámara de disparo) para evitar la contaminación cruzada
- Reemplace los hisopos cada 4 a 6 horas de funcionamiento continuo o cuando aparece contaminación visible
- Aplique solventes de limpieza compatibles (alcohol isopropílico para limpieza ligera, removedores desmoldantes especializados para acumulaciones intensas)
- Documentar la frecuencia de limpieza en los registros de control de procesos para la trazabilidad de la calidad.
Impacto en la eficiencia de la producción
El mantenimiento adecuado de los hisopos afecta directamente las métricas operativas:
- Tasa de desperdicio reducida: Los troqueles limpios producen 15-25% menos piezas con defectos superficiales
- Vida útil prolongada del troquel: La limpieza regular previene la corrosión y la erosión, extendiendo la vida útil del dado al 20-30%
- Menor tiempo de inactividad por mantenimiento: La limpieza preventiva reduce las paradas no planificadas 40% comparado con protocolos de limpieza reactiva