Contenido
Fundición a presión de autopartes es el método de fabricación dominante para componentes metálicos de precisión de gran volumen en la industria automotriz – y por una buena razón. Ofrece tolerancias estrictas, geometrías complejas y excelentes acabados superficiales a un costo por pieza que ningún otro proceso puede igualar a escala. Ya sea que esté buscando soportes, carcasas o gabinetes estructurales para baterías de vehículos eléctricos, comprender la fundición a presión lo ayudará a tomar decisiones más rápidas e inteligentes.
Esta guía cubre todo, desde los fundamentos del proceso de fundición a presión hasta la selección de materiales, aplicaciones de vehículos eléctricos, opciones de acabado y preguntas frecuentes prácticas, para que pueda determinar si la fundición a presión es la opción adecuada para su proyecto.

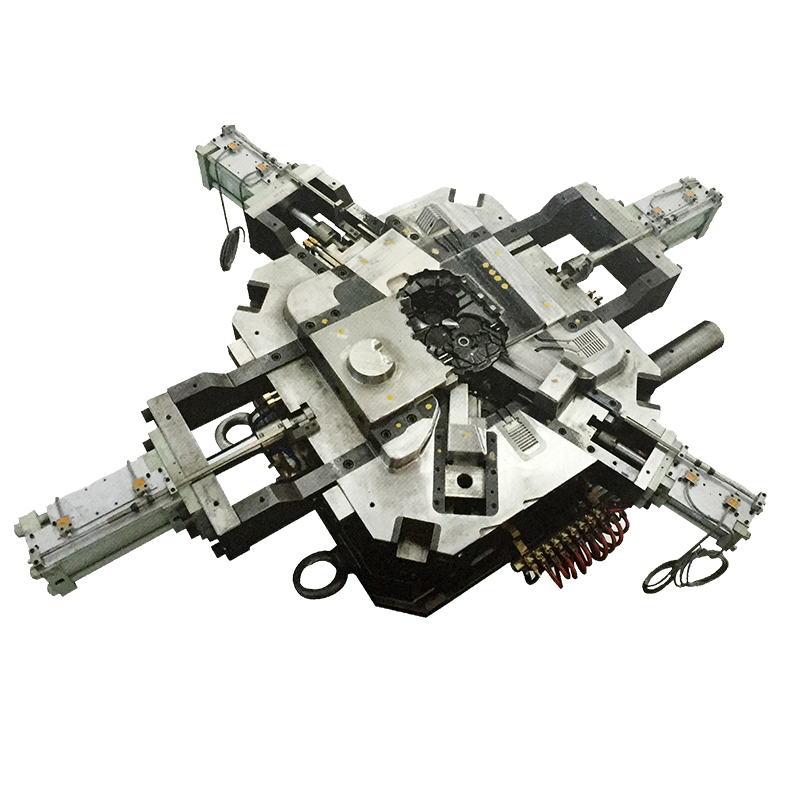
La fundición a presión es un proceso de fundición de metal en el que se inyecta metal fundido a alta presión en un molde de acero reutilizable, llamado matriz. El metal se solidifica rápidamente y la pieza terminada se expulsa, a menudo en menos de 60 segundos por ciclo. Para aplicaciones automotrices, esto se traduce en millones de piezas con una forma casi neta y una precisión dimensional constante.
El sector del automóvil representa Más del 75% de toda la producción de fundición a presión en todo el mundo. , según la Asociación Norteamericana de Fundición a Presión (NADCA). Las piezas de automóvil comunes producidas mediante fundición a presión incluyen bloques de motor, carcasas de transmisión, muñones de dirección, cuerpos de bombas, manijas de puertas y, cada vez más, componentes estructurales de gran tamaño para vehículos eléctricos.

Comprender el proceso le ayuda a anticipar los plazos de entrega, los requisitos de diseño y los factores de coste.
Existen varias variantes de fundición a presión, cada una de ellas adecuada para diferentes aleaciones, tamaños de piezas y requisitos de calidad.
| Tipo | Cómo funciona | Mejores aleaciones | Ventaja clave |
|---|---|---|---|
| Cámara Caliente | El mecanismo de inyección está sumergido en metal fundido. | zinc, magnesio | Tiempos de ciclo rápidos, baja porosidad |
| Cámara Fría | El metal se introduce por separado en la funda de perdigones. | Aluminio, Cobre | Maneja aleaciones de alto punto de fusión |
| Fundición a presión al vacío | El aire se evacua del troquel antes de la inyección. | Aluminio | Porosidad casi nula, piezas soldables. |
| Semisólido (Thixocasting) | Metal inyectado en estado semisólido. | Aluminio, Magnesium | Excelentes propiedades mecánicas |
| Fundición apretada | Se aplica alta presión durante la solidificación. | Aluminio | Integridad estructural, tratable térmicamente. |
Para la mayoría de las aplicaciones automotrices de gran volumen, fundición a presión de aluminio en cámara fría es la opción predeterminada. La fundición a presión al vacío se especifica cada vez más para piezas estructurales de vehículos eléctricos donde se requiere soldabilidad.

El predominio de la fundición a presión en la fabricación de automóviles no es accidental. Ofrece una combinación de atributos de rendimiento que los procesos competidores simplemente no pueden replicar a escala.

Ningún proceso de fabricación está exento de compensaciones. Comprender las limitaciones de la fundición a presión le ayudará a evitar costosas sorpresas.

Los componentes automotrices fundidos a presión cumplen funciones estructurales, térmicas, mecánicas y estéticas. El proceso se selecciona precisamente porque puede satisfacer simultáneamente múltiples requisitos funcionales en una sola pieza.
Los muñones de dirección, los soportes del bastidor auxiliar y los componentes de la suspensión soportan cargas dinámicas y deben cumplir con requisitos de vida a fatiga que exceden 10 millones de ciclos . Las piezas fundidas a presión de aluminio con resistencias a la tracción de 280 a 320 MPa satisfacen estas demandas y al mismo tiempo reducen la masa entre un 40 y un 50 % en comparación con sus equivalentes de acero.
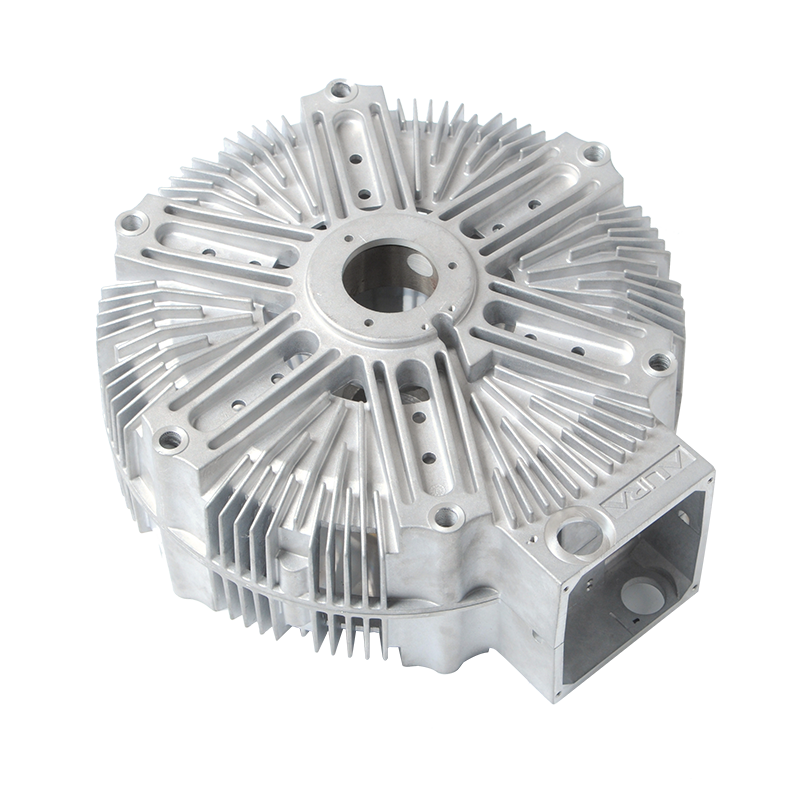
Los bloques de motor, las culatas y, cada vez más, las carcasas de baterías de vehículos eléctricos utilizan la capacidad de la fundición a presión para integrar canales de refrigeración complejos directamente en la geometría de la pieza, eliminando conjuntos soldados y reduciendo la resistencia térmica.
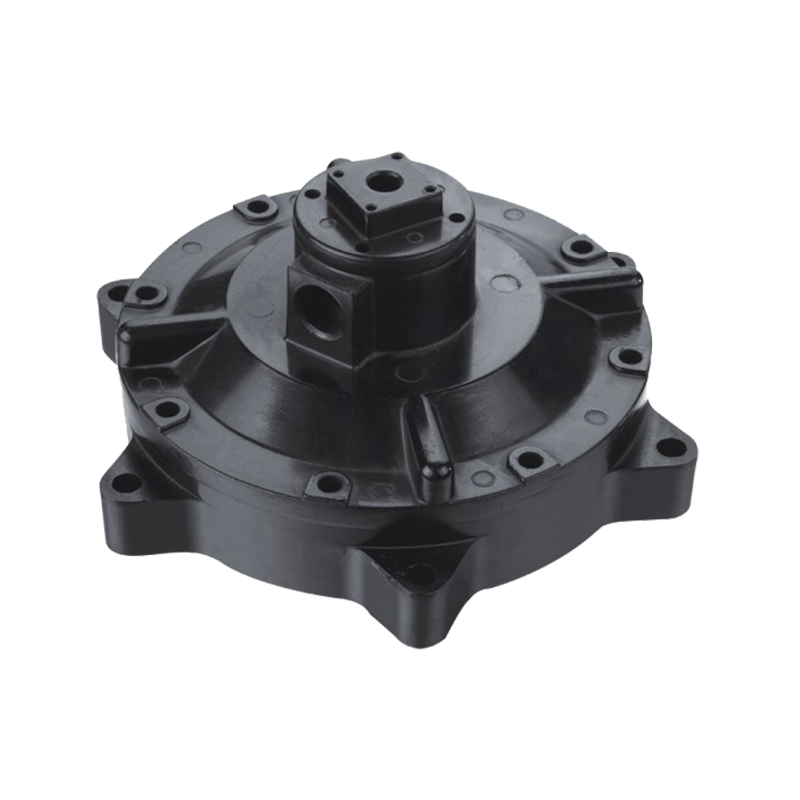
Las cajas de transmisión, las carcasas del diferencial y los cuerpos de las bombas forman recintos sellados para fluidos bajo presión. La fundición a presión proporciona la consistencia dimensional necesaria para un sellado confiable de juntas sin necesidad de ajuste manual.
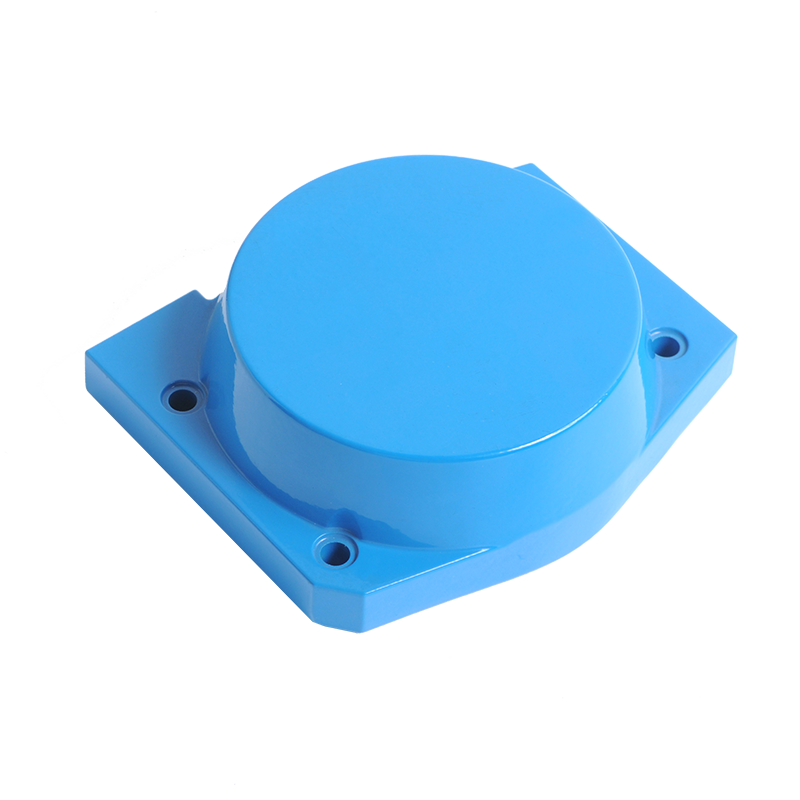
En los vehículos modernos, las carcasas de zinc y aluminio fundido albergan ECU, sensores y conectores, lo que proporciona blindaje EMI, rutas de conexión a tierra y protección contra vibraciones e ingreso.
La selección de materiales es una de las decisiones más importantes en la fundición a presión de autopartes. Cada familia de aleaciones ofrece una combinación distinta de propiedades, costo y procesabilidad.
| aleación | Densidad (g/cm³) | Resistencia a la tracción (MPa) | Aplicaciones automáticas típicas |
|---|---|---|---|
| Aluminio A380 | 2.71 | 310 | Bloques de motor, carcasas, soportes. |
| Aluminio ADC12 | 2.74 | 320 | Cajas de transmisión, bandejas de baterías para vehículos eléctricos. |
| Magnesio AZ91D | 1.81 | 230 | Paneles de instrumentos, volantes. |
| Zinc Zamac 3 | 6.60 | 283 | Manijas de puertas, componentes de cerradura, conectores. |
| Cobre C83600 | 8.50 | 255 | Terminales eléctricos, rodamientos. |
Las aleaciones de aluminio dominan la fundición a presión de automóviles , que representa aproximadamente el 80% de todas las piezas fundidas de automóviles en peso. La tendencia hacia el aligeramiento de los vehículos está acelerando el cambio del zinc y el hierro fundido al aluminio, particularmente en aplicaciones estructurales y de sistemas de propulsión.

Los vehículos eléctricos están remodelando profundamente la demanda de fundición a presión. La eliminación del motor de combustión interna elimina algunas aplicaciones de fundición tradicionales (culatas, bloques de motor) al tiempo que crea oportunidades mucho mayores en arquitecturas específicas de vehículos eléctricos.
Los fabricantes de vehículos eléctricos utilizan predominantemente aleaciones de aluminio de alta ductilidad que puedan soportar cargas de impacto sin fracturarse, un requisito impulsado por las normas de protección de baterías. Aleaciones como Silafont-36 (AlSi10MnMg), Aural-2 y composiciones patentadas están optimizadas para:

La tendencia de fundición de vehículos eléctricos más transformadora es gigacasting — utilizando máquinas con fuerzas de sujeción de 6.000 a 16.000 toneladas para producir enormes piezas estructurales de una sola pieza que reemplazan cientos de piezas estampadas y soldadas. Los bajos traseros del Model Y de Tesla, por ejemplo, se consolidan aproximadamente 70 piezas individuales en un componente de fundición a presión , reduciendo el tiempo de montaje en un 30% y el peso en un 10%.
Las aplicaciones clave de fundición a presión de vehículos eléctricos incluyen:
El mercado mundial de fundición a presión para vehículos eléctricos se valoró en aproximadamente 5.800 millones de dólares en 2023 y se prevé que supere los 18 mil millones de dólares para 2032, impulsado por las tasas de adopción de vehículos eléctricos y la proliferación de la tecnología de gigacasting en los fabricantes de equipos originales, incluidos Volvo, Toyota y Rivian.

La fundición a presión se aplica en prácticamente todos los sistemas de vehículos. Las siguientes son las áreas de aplicación más importantes:
Los bloques de motor, las culatas de cilindros, los cárteres de aceite, las tapas de distribución y las cajas de transmisión han sido históricamente la columna vertebral de la fundición a presión de automóviles. Un motor V6 típico puede contener 15 a 20 componentes de fundición a presión , cada uno de los cuales requiere una extracción de núcleos interna compleja y tolerancias de diámetro ajustadas.
Los muñones de dirección, los soportes del brazo de control y los nodos del bastidor auxiliar se fabrican cada vez más en aluminio, reemplazando al acero forjado para reducir la masa no suspendida. La masa no suspendida reducida de incluso 1 kg por curva mejora considerablemente la frecuencia de conducción y la respuesta de manejo.
Las manijas de las puertas, los soportes de los espejos, los ajustadores de los asientos y los componentes decorativos de las molduras suelen ser de fundición a presión de zinc, aprovechando la capacidad del zinc para mantener tolerancias estrictas en secciones de pared delgadas tan bajas como 0,4 milímetros .
Las carcasas de compresores, cuerpos de bombas, carcasas de termostatos y cuerpos de válvulas para sistemas HVAC y de refrigeración suelen ser de fundición a presión de aluminio, elegidos por su estanqueidad a la presión y su compatibilidad con las químicas de los refrigerantes.
Las carcasas de ECU, los soportes de los sensores de radar y los cuerpos de los conectores se encuentran entre las aplicaciones de fundición a presión de más rápido crecimiento en los vehículos modernos, impulsadas por la proliferación de ADAS y la electrónica conectada de los vehículos.

La mayoría de las piezas de automóviles fundidas a presión requieren una o más operaciones de acabado para cumplir con los requisitos funcionales o estéticos. Elegir el proceso de acabado adecuado es tan importante como los propios parámetros de fundición.
La selección de proveedores es una decisión estratégica que afecta el costo, la calidad y la resiliencia de la cadena de suministro durante la vida del programa. No seleccione únicamente por precio por pieza — la calidad de las herramientas, el control de procesos y la capacidad de ingeniería de aplicaciones son igualmente importantes.
Evalúe el rango de tonelaje de la máquina del proveedor, la capacidad de diseño de matrices (interna o subcontratada) y los sistemas de control de procesos. Para piezas estructurales de vehículos eléctricos, confirme que tengan capacidad de fundición a presión al vacío o fundición por compresión y experiencia con aleaciones de alta ductilidad.
Como mínimo, los proveedores de fundición a presión para automóviles deberían mantener IATF 16949 certificación y operar un proceso APQP/PPAP. Solicite datos de Cpk (objetivo ≥1,67 para dimensiones críticas) y métricas de tasa de defectos (objetivo ≤50 ppm para automóviles de nivel 1).
Los mejores proveedores participan temprano en la fase de diseño para optimizar la geometría de la pieza para lograr la moldeabilidad, reduciendo la complejidad de la herramienta y el tiempo del ciclo. Busque estudios de casos demostrados de DFM que muestren consolidación de piezas o resultados de mejora del rendimiento.
Los proveedores con capacidad interna de mecanizado, acabado y subensamblaje reducen el número de niveles y la complejidad logística. Para programas globales, confirme que el proveedor tenga capacidad para múltiples sitios o fuentes de respaldo calificadas.
La fundición a presión es una excelente opción cuando se alinean varias condiciones. Utilice el siguiente marco para evaluar el ajuste:
| factores | Fundición a presión preferida | Considere alternativas |
|---|---|---|
| Volumen anual | >5.000 piezas/año | <5000 (fundición en arena, impresión 3D) |
| Material | Al, Zn, Mg, Cu | Acero, titanio, inconel. |
| Complejidad de la geometría | Complejo, multifunción y de pared delgada | Formas prismáticas simples (mecanizado) |
| Criticidad estructural | Moderado a alto (con vacío) | Clase de seguridad más alta (forja) |
| Requisito de acabado superficial | Ra 1–3 µm aceptable | Acabado espejo necesario (mecanizado) |
| Tiempo de comercialización | Plazo de entrega de herramientas aceptable de 8 a 16 semanas | Semanas necesarias (impresión 3D, mecanizado) |
Si su pieza es de aluminio o zinc, se produce más de 10.000 unidades por año y presenta canales internos o una geometría externa compleja, la fundición a presión será casi con toda seguridad la opción más rentable. Para volúmenes pequeños y aplicaciones críticas para la seguridad que requieren microestructura forjada o aleaciones exóticas, considere alternativas.

La fundición a presión de zinc puede lograr paredes tan delgadas como 0,4–0,6 mm ; El aluminio suele tener un mínimo práctico de 1,0 a 1,5 mm para piezas estructurales de automóviles. Las paredes demasiado delgadas pueden provocar cierres fríos y un relleno incompleto.
Un troquel de acero para herramientas H13 en buen estado normalmente produce 100 000 a 500 000 disparos para fundiciones de aluminio y hasta 1.000.000 de disparos para zinc. La vida útil del troquel depende en gran medida de la geometría de la pieza, la temperatura de la aleación y el diseño del circuito de refrigeración.
Las piezas estándar de fundición a alta presión (HPDC) contienen gas atrapado y generalmente no soldable . Las piezas fundidas al vacío o fundidas por compresión que utilizan aleaciones de alta ductilidad (por ejemplo, Silafont-36) se pueden soldar MIG/TIG y se utilizan en aplicaciones estructurales de carrocerías de vehículos eléctricos.
La gigafundición se refiere al uso de máquinas de fundición a presión muy grandes (fuerza de sujeción de 6.000 a 16.000 toneladas) para producir piezas fundidas de carrocerías estructurales de una sola pieza. Tesla fue pionero en la técnica. con su parte trasera del Modelo Y, y competidores como Volvo, Toyota, BYD, Geely y Rivian están implementando activamente procesos similares.
Los rayos X industriales (escaneo por TC 2D y 3D) son el principal método de inspección de la porosidad interna en piezas fundidas de seguridad crítica. ASTM E505 y ASTM E155 proporcionan estándares radiológicos de referencia para niveles de porosidad aceptables en fundiciones a presión de aluminio y magnesio.
Para una fundición a presión de aluminio típica para automóviles, espere 16 a 24 semanas desde la congelación del diseño hasta las primeras piezas aprobadas por PPAP: de 8 a 12 semanas para la fabricación de troqueles, de 2 a 4 semanas para disparos de prueba y optimización de procesos, y de 4 a 8 semanas para la documentación y aprobación de PPAP.
La rugosidad de la superficie de fundición para piezas de fundición a presión de aluminio suele ser Ra 1,6–3,2 µm en superficies planas y Ra 3,2–6,3 µm en áreas con geometría compleja o cerca de lugares de ventilación. Las superficies pulidas del troquel pueden alcanzar Ra 0,8 µm en caras cosméticas.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano