Contenido
En el secar de fabricación de vehículos de nueva energía (NEV), fundición a presión de aluminio a alta presión (HPDC) se ha convertido en el proceso de formación preferido para carcasas de paquetes de baterías, carcasas de moares, carcasas de unidades de control de potencia (PCU) y componentes estructurales. Utilizyo aleaciones de aluminio ADC12, A380 o A356 como materia prima, este proceso permite geometrías complejas, canales de enfriamiento integrados e interfaces de ensamblaje de precisión en un solo ciclo de moldeo. Se prevé que el mercado mundial de fundición a presión de piezas de automóviles crezca de 55 mil millones de dólares en 2025 to 90 mil millones de dólares para 2034 (CAGR 5,5%), con aleaciones de aluminio al mando de una 70% aplicaciones de transporte y participación de materiales que contabilizan 56,6% de la demanda. Los NEV que utilizan componentes de aluminio fundido pueden lograr reducciones de peso del paquete de baterías de aproximadamente 20% , mejorando significativamente la eficiencia energética y la autonomía, al tiempo que ofrece abrumadoras ventajas en el coste del ciclo de vida.
Los materiales básicos para Componentees de fundición a presión NEV son típicamente ADC12 (estándar JIS) , A380 (estándar ASTM) , o A356 (norma ASTM) aleaciones de aluminio. Estas tres aleaciones exhiben diferencias significativas en composición, propiedades mecánicas y conductividad térmica, lo que afecta directamente la resistencia estructural del paquete de baterías, la eficiencia de disipación de calor y la resistencia a la corrosión.
ADC12 presenta un alto contenido de silicio de 9,6%–12% y contenido de cobre de 1,5%–3,5% , que ofrece una fluidez excepcional y una capacidad de llenado de paredes delgadas, ideal para fabricar aletas de disipación de calor de precisión y carcasas complejas con espesores de pared tan bajos como 1,0–1,2 mm . Su resistencia a la tracción típica es 150–200 MPa con conductividad térmica de 130–150 W/m·K . A380 ofrece un mayor contenido de cobre (3,0% –4,0%), logrando una resistencia a la tracción de 210–250 MPa y mayor dureza (60–80 HB), lo que lo hace adecuado para piezas estructurales de alta carga. A356 (AlSi7Mg0.3) está reforzado por el contenido de magnesio, lo que ofrece una excelente capacidad de fundición y resistencia a la corrosión con una conductividad térmica de 120–160 W/m·K , lo que la convierte en la opción preferida para bandejas de baterías y componentes estructurales de seguridad.
| Indicador de desempeño | ADC12 | A380 | A356 |
|---|---|---|---|
| Contenido de silicio (Si) | 9,6% – 12% | 7,5% – 9,5% | 6,5% – 7,5% |
| Contenido de cobre (Cu) | 1,5% – 3,5% | 3,0% – 4,0% | ≤0,20% |
| Resistencia a la tracción (MPa) | 150 – 200 | 210 – 250 | 220 – 280 (T6) |
| Conductividad Térmica (W/m·K) | 130 – 150 | 96 | 120 – 160 |
| Aplicaciones típicas | Carcasas de motor, carcasas de PCU | Piezas estructurales de alta carga | Bandejas de batería, piezas estructurales. |
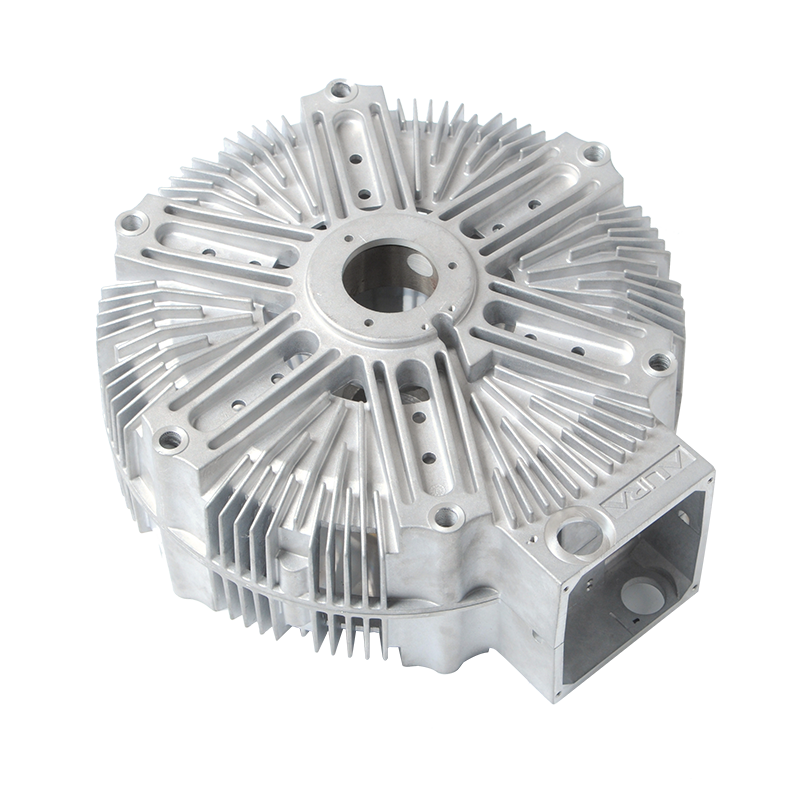
Para carcasas de motores y carcasas de PCU, ADC12 es la opción más rentable debido a su excelente conductividad térmica ( 130–150 W/m·K ) y una conformabilidad de fundición superior. Para bandejas de baterías y componentes de seguridad estructural, el A356 con tratamiento térmico T6 logra una resistencia a la tracción de 220–280 MPa y una resistencia a la corrosión superior en comparación con las aleaciones que contienen cobre, lo que la convierte en la opción preferida para la seguridad en caso de choques. A380 se recomienda para piezas estructurales de chasis que requieren alta capacidad de carga mecánica. Las tres aleaciones comparten una densidad de aproximadamente 2,7 g/cm³ , logrando reducciones de peso de 40%–60% en comparación con el acero, lo que mejora directamente la autonomía del vehículo.
La gestión térmica de las baterías de energía es el núcleo de la seguridad y el rendimiento de los NEV. La ventana de temperatura de funcionamiento óptima para las celdas de iones de litio es 15–35ºC ; exceder 45ºC acelera la degradación de la capacidad, mientras que las temperaturas superiores 60°C presentan riesgos de descontrol térmico. Las carcasas de aluminio fundido logran una gestión térmica eficiente mediante los siguientes mecanismos:
La fundición a alta presión permite el moldeo directo de complejos canales de refrigeración líquida, aletas de disipación de calor y nervaduras térmicas dentro del molde, logrando diseño integrado de la estructura de la vivienda y los sistemas de gestión térmica. Esta estructura elimina la resistencia de la interfaz térmica de los procesos tradicionales de soldadura o ensamblaje, minimizando el camino de la resistencia térmica desde la superficie de la celda hasta el refrigerante. La conductividad térmica de las aleaciones de aluminio A356 o ADC12 ( 96–150 W/m·K ) es 3 a 5 veces el del acero, lo que permite una rápida difusión del calor por toda la superficie de la carcasa.
| Material de la carcasa | Conductividad Térmica (W/m·K) | Densidad (g/cm³) | Reducción de peso | Riesgo de fuga térmica |
|---|---|---|---|---|
| Aluminio fundido a presión | 96 – 150 | 2.7 | 40% – 60% | Bajo |
| Aluminio extruido | 180 – 210 | 2.7 | 40% – 55% | Medio |
| Acero estampado | 45 – 55 | 7.8 | Línea de base | Alto (mala disipación de calor) |
| Compuesto (SMC) | 0,2 – 0,5 | 1,8 – 2,0 | 50% – 65% | Extremadamente alto (requiere enfriamiento adicional) |
Aunque las carcasas de aluminio fundido a presión tienen una conductividad térmica ligeramente menor que los perfiles de aluminio extruido, su capacidad de conformado integrada permite un diseño optimizado de la ruta del flujo de calor y su integridad estructural supera con creces los conjuntos de perfiles soldados. En términos de protección térmica contra fugas, las carcasas de aluminio pueden retrasar la propagación del fuego durante 5 a 10 minutos , lo que proporciona un tiempo de escape crítico para los ocupantes, mientras que las carcasas compuestas requieren capas adicionales resistentes al fuego para cumplir con los estándares GB 38031.
Las carcasas de los paquetes de baterías NEV sirven no solo como portadores de gestión térmica sino también como barreras críticas para la seguridad estructural general del vehículo. Las aleaciones de aluminio fundido construyen sistemas de protección multicapa mediante la combinación de resistencia intrínseca del material y optimización estructural.
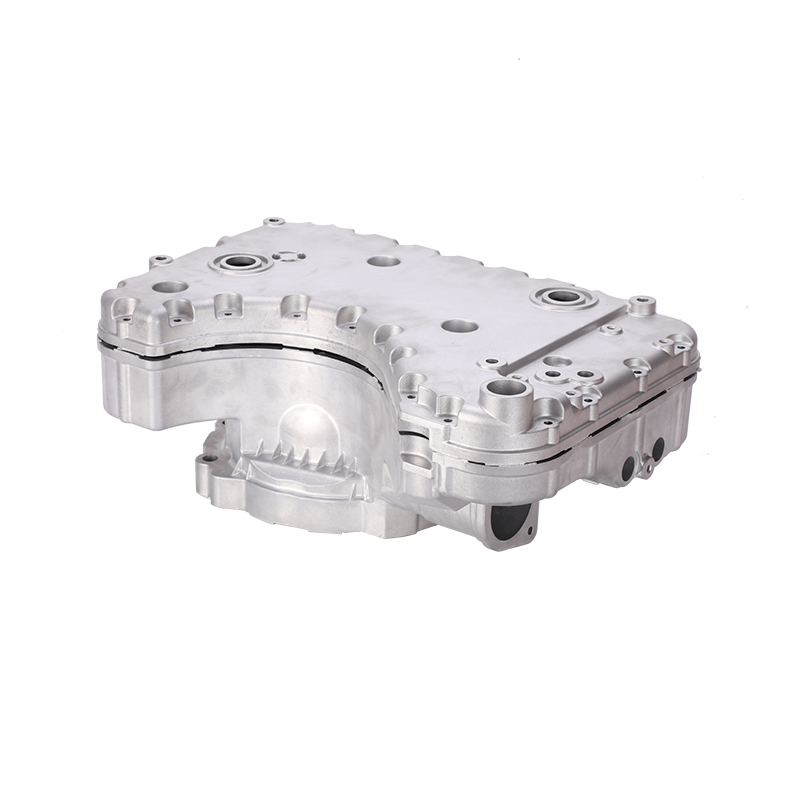
Las bandejas modernas para baterías fundidas suelen adoptar un placa base del travesaño del marco estructura tipo sándwich. A través del análisis del flujo del molde que optimiza las posiciones de las compuertas y la distribución del espesor de las paredes, las áreas críticas para colisiones (como las vigas de impacto lateral) se espesan localmente para 10-12 milímetros , mientras que las áreas no críticas se reducen a 2-3 milímetros , consiguiendo un equilibrio óptimo entre peso y fuerza. La aleación A356-T6 alcanza un límite elástico de 180–220 MPa , y combinado con las complejas estructuras de nervaduras habilitadas por la fundición a presión, puede satisfacer los requisitos de las pruebas de impacto de postes laterales C-NCAP y E-NCAP.
Las carcasas de las baterías deben alcanzar IP67 o IP69K clasificaciones de protección (según IEC 60529 e ISO 20653), que brindan protección completa contra el polvo y resistencia a la inmersión de 30 minutos a 1 metro de profundidad. La fundición a presión logra un control preciso de la planitud de la superficie de sellado ( ±0,05 milímetros ) y rugosidad superficial (Ra≤3,2 μm), asegurando una perfecta compatibilidad con las juntas de estanqueidad. Además, las carcasas de fundición deben pasar pruebas de fugas por espectrometría de masas de helio, y las tasas de fuga generalmente se requieren por debajo 15 sccm (centímetros cúbicos estándar por minuto) para garantizar un aislamiento absoluto entre los circuitos de refrigerante y las cámaras de las celdas.
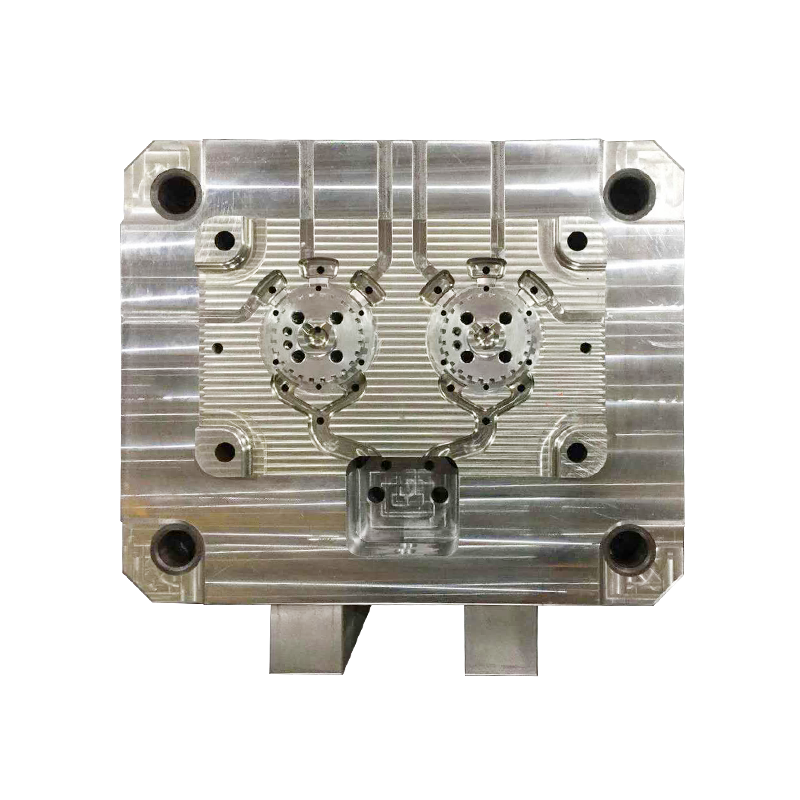
La fundición a alta presión (HPDC) es un proceso de formación en el que se inyecta una aleación de aluminio fundido en moldes de acero de precisión a alta velocidad bajo presiones de 30–150 MPa . Este proceso demuestra tres ventajas principales en la fabricación de componentes NEV:
La fundición a presión logra tolerancias dimensionales de ±0,03–0,05 mm , superando con creces el estampado (±0,1–0,3 mm) y la soldadura (±0,5–1,0 mm). Más importante aún, permite fundir canales de refrigeración líquida, soportes de montaje, clips de fijación de mazos de cables, posiciones de montaje de conectores e incluso asientos de montaje de ventilación de explosión en una sola operación, lo que reduce significativamente los procesos posteriores de mecanizado y ensamblaje. Para bandejas de baterías, la fundición a presión puede integrar la tradicional. 6 a 10 piezas estampadas y soldadas en 1 o 2 componentes de fundición a presión , eliminando los riesgos de falla por fatiga de la soldadura y al mismo tiempo reduciendo la acumulación de tolerancia del ensamblaje.
Una vez que se invierten las herramientas (los moldes de bandejas de paquetes de baterías grandes generalmente duran 80 000 a 100 000 disparos ), los ciclos de fundición a presión de una sola pieza se pueden acortar a 60-120 segundos , lo que los hace muy adecuados para demandas de plataforma que superan 100.000 unidades al año . Se prevé que el mercado mundial de máquinas de fundición a presión de aluminio crezca de 86.140 millones de dólares en 2025 to 144.040 millones de dólares hasta 2034 (CAGR 5,88%), con la región de Asia y el Pacífico manteniendo una 41% participación de mercado y China representa por sí sola 16% del mercado de Asia-Pacífico.
Los principales fabricantes emplean un diseño CAD/CAM/CAE integrado combinado con análisis de flujo del molde para predecir las posiciones de las puertas, la distribución de la porosidad y los defectos de los puntos calientes. Las líneas de producción están equipadas con Radiografía de rayos X (RT) and tomografía computarizada industrial , asegurando que la porosidad interna se mantenga por debajo 0,1% —el umbral crítico para garantizar la integridad del sellado IP67 y la vida útil a la fatiga estructural. Los sistemas de gestión de la calidad deben ser IATF 16949 certificado, cubriendo todo el proceso desde la adquisición de materia prima, desgasificación de la masa fundida, monitoreo de parámetros de disparo hasta pruebas de fugas del producto terminado.

La autonomía de los NEV muestra una fuerte correlación negativa con el peso del vehículo. Las investigaciones indican que cada 100 kilogramos La reducción del peso del vehículo puede mejorar la autonomía al 6%–8% (aproximadamente 30 a 50 kilómetros). Los componentes de aluminio fundido logran una reducción de peso significativa en las siguientes áreas clave:
| Component | Peso del proceso tradicional (kg) | Peso de aluminio fundido (kg) | Reducción de peso | Mejora del alcance estimado |
|---|---|---|---|---|
| Bandeja de batería | 80 – 120 (acero) | 35 – 50 | 55% – 60% | 25 – 40 kilómetros |
| Carcasa del motor | 15 – 20 (hierro fundido) | 6 – 9 | 55% – 60% | 5 – 8 kilómetros |
| Carcasa de la UCP | 5 – 8 (Aluminio fundido a presión) | 3 – 5 | 30% – 40% | 2 – 4 kilómetros |
| Subchasis / Piezas estructurales | 25 – 35 (acero) | 12 – 18 | 45% – 50% | 8 – 12 kilómetros |
Tomar un sedán puramente eléctrico con un peso en vacío de 1.800 kilogramos , capacidad de la batería de 70 kWh y gama NEDC de 500 kilometros Por ejemplo, reemplazar la bandeja del paquete de baterías, la carcasa del motor y el bastidor auxiliar con componentes de aluminio fundido puede reducir el peso total del vehículo en 80-120 kilogramos , mejorando el alcance en aproximadamente 40-70 kilómetros —equivalente a 5%–8% ahorro de costos de batería.
Aunque los componentes de aluminio fundido requieren una mayor inversión inicial en herramientas (la bandeja del paquete de baterías grande moldea aproximadamente 50 000 a 150 000 dólares estadounidenses ), su Costo total de propiedad (TCO) a 10 años es significativamente menor que las alternativas de acero. La siguiente comparación se basa en una plataforma de producción anual de 100.000 unidades:
| Factor de costo | Aluminio fundido a presión | Soldadura de Al extruido | Acero estampado Welding | Compuesto (SMC) |
|---|---|---|---|---|
| Peso unitario (kg) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| Conteo de partes | 1 – 2 piezas | 5 – 8 piezas | 10 – 15 piezas | 1 – 3 piezas |
| Inversión en herramientas | Alto (una sola vez) | Medio | Bajo | Alto (moldes compuestos) |
| Procesos de montaje | mínimo | Múltiples (mecanizado de soldadura) | Extensivo (Sellado de soldadura por puntos) | Pocos (pernos de unión) |
| Calificación general del coste total de propiedad | Bajoest | Medio | Alto (penalización de peso) | Alto (costo adicional de refrigeración) |
Además, el 100% reciclabilidad de aleaciones de aluminio se alinea con las tendencias globales de la economía circular. Los componentes de los NEV al final de su vida útil se pueden refundir y reutilizar en la producción de fundición a presión, con una huella de carbono mucho menor que la fundición de acero o la síntesis de compuestos. Para los fabricantes de automóviles que persiguen objetivos ESG, los componentes de aluminio fundido ofrecen ventajas significativas en la puntuación de sostenibilidad.
Para los fabricantes de NEV y proveedores de nivel 1, la incorporación de los siguientes parámetros técnicos en la calificación de los proveedores y los documentos de licitación puede filtrar de manera efectiva a los socios de fundición a presión de calidad y mitigar los riesgos de calidad posteriores a la producción:
Al incorporar estos indicadores en las especificaciones técnicas y en las listas de verificación de auditoría de proveedores, los organismos de adquisiciones pueden garantizar que los proveedores seleccionados Componentees de fundición a presión NEV proporcionar soporte estructural estable, seguro y liviano y garantía de gestión térmica durante todo su ciclo de vida.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano