Contenido
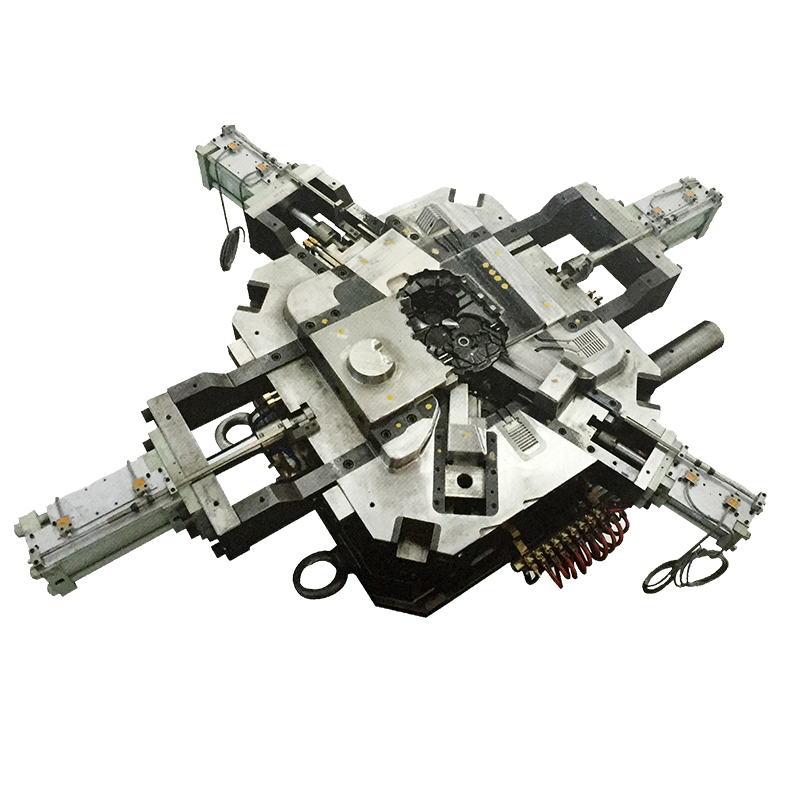
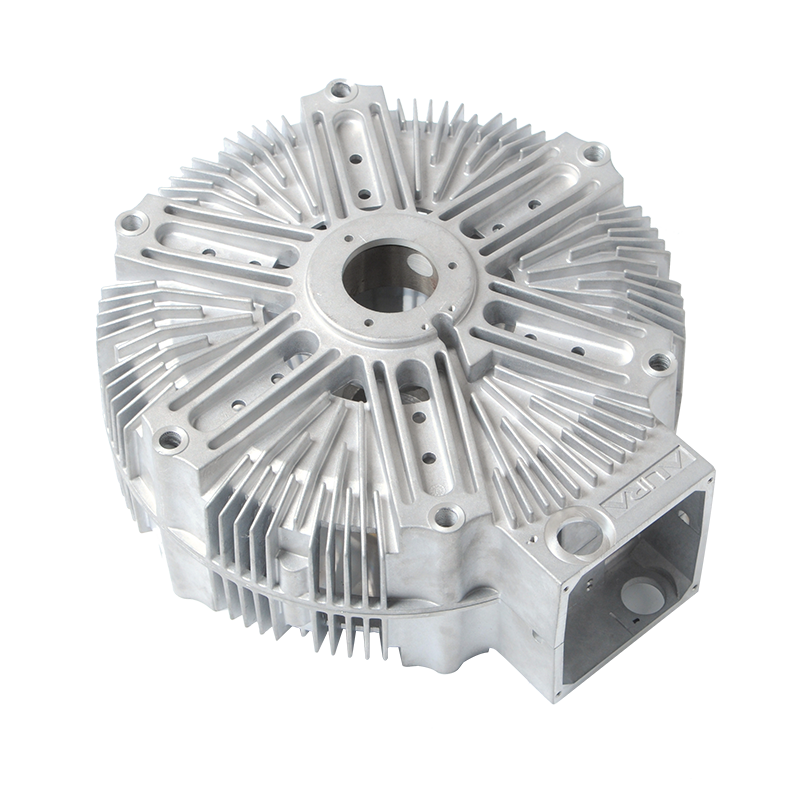
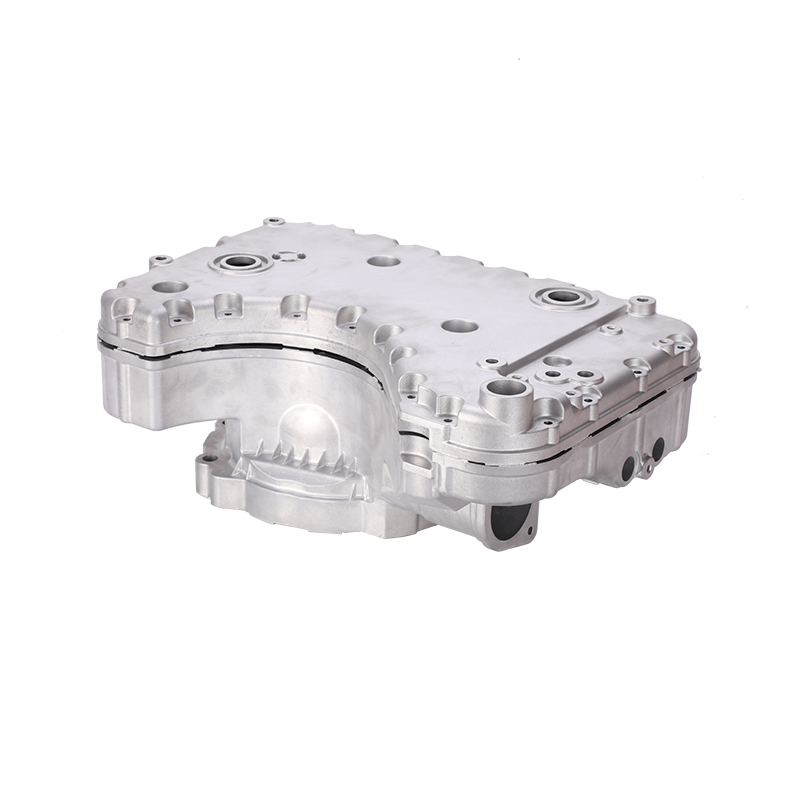
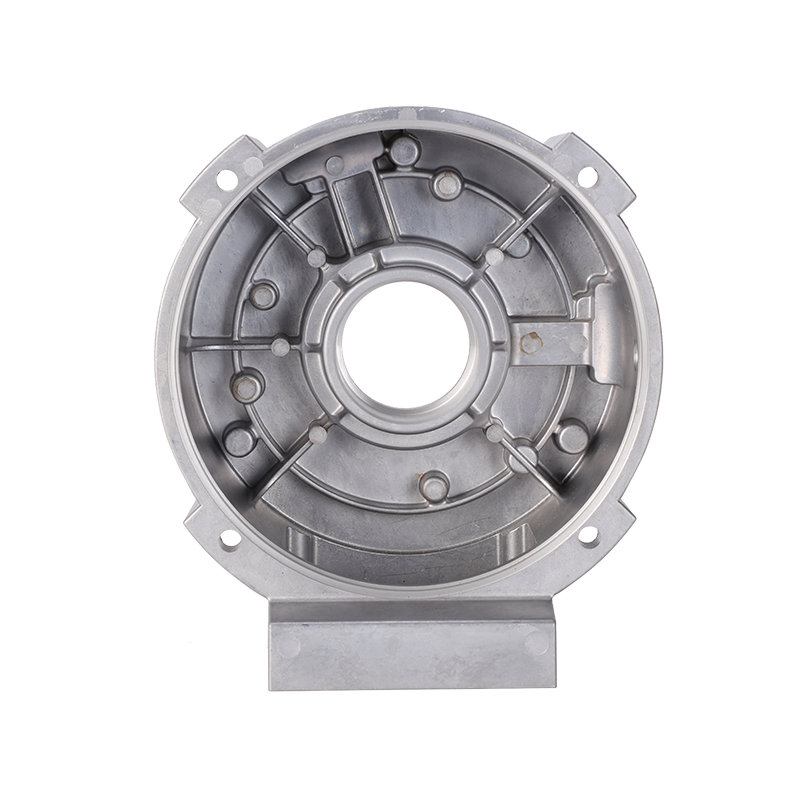
Fundición a presión de autopartes representa la aplicación principal de la tecnología de fundición a alta presión de aleaciones de aluminio en la fabricación de automóviles. A través de moldes de precisión, el aluminio fundido se llena y se forma rápidamente bajo alta presión para producir componentes estructurales y de carcasa complejos, dimensionalmente precisos y de superficie lisa en una sola operación. En comparación con los conjuntos soldados de acero tradicionales, las piezas fundidas de aluminio logran reducciones de peso del 40% al 60%, estableciéndose como el proceso de fabricación dominante para componentes críticos, incluidos bloques de motor, carcasas de cajas de cambios, disipadores de calor de farolas LED, carcasas de motores de automóviles de nueva energía y cuerpos de válvulas. Como fabricante de fundición a presión con certificación IATF16949, Ningbo Jieda Moulding & Machine Co., Ltd opera una serie de máquinas de fundición a presión automáticas Lijin que van desde 1600T a 200T junto con más de 80 juegos de equipos de mecanizado CNC de precisión, implementando una gestión de circuito cerrado desde el diseño del molde hasta la entrega del producto terminado.
La tecnología de fundición a presión de aluminio domina la industria automotriz debido a sus ventajas integradas en el rendimiento del material, la eficiencia del conformado y el control de costos. La densidad de la aleación de aluminio es de apenas 2,7 g/cm³, menos de un tercio que la del acero, lo que permite un aligeramiento significativo en piezas estructurales de paredes delgadas, como las carcasas de la caja de cambios y las cubiertas de los extremos del motor. La fundición a alta presión alcanza velocidades de llenado de 30 a 60 m/s, con ciclos de producción de una sola pieza que suelen oscilar entre 30 y 90 segundos, lo que la hace ideal para la fabricación automatizada de gran volumen. Las piezas fundidas a presión ofrecen una precisión dimensional de CT6 a CT8 y una rugosidad superficial de Ra3,2 a 6,3, lo que requiere un margen mínimo de mecanizado y produce altas tasas de utilización del material.
| Factor de comparación | Fundición a presión de aluminio | Fundición en arena tradicional | Estampado y soldadura de acero |
| Peso de una sola pieza | Reducido entre un 40% y un 60% | similares | Línea de base |
| Espesor mínimo de pared | Alcanzable a 2,0 mm | Normalmente por encima de 4 mm | Limitado por restricciones de estampado |
| Precisión dimensional | CT6 a CT8 | CT10 a CT12 | Depende del control de la deformación de la soldadura |
| Tiempo del ciclo de producción | 30 a 90 segundos por parte | Varias horas por molde | Acumulación de múltiples procesos |
| Rugosidad de la superficie | Ra3.2 a 6.3 | Ra12,5 a 25 | Ra6,3 a 12,5 |
Los datos de la tabla demuestran que la fundición a presión de aluminio ofrece ventajas irreemplazables en el conformado rápido, de alta precisión y de paredes delgadas. Tomando como ejemplo las carcasas de motores de automóviles de nueva energía, la fundición a presión de aluminio permite controlar el espesor de la pared dentro de 2,5 mm, lo que reduce el peso total en aproximadamente un 45 % en comparación con las soluciones de hierro fundido. El proceso de fundición a presión integrado elimina los riesgos de sellado asociados con la soldadura, mientras que los canales de agua de refrigeración se pueden formar directamente dentro del molde, lo que mejora la eficiencia de disipación térmica del motor.
Las aplicaciones de fundición a presión de autopartes cubren ahora cuatro sectores principales: sistemas de propulsión, sistemas de transmisión, sistemas de chasis y estructuras de carrocería. En los sistemas de motor, los pistones, las tapas de las culatas y los colectores de admisión de aluminio fundido reducen eficazmente la masa alternativa y mejoran la economía de combustible. En aplicaciones de transmisión, las carcasas de cajas de cambios construidas con aluminio fundido a presión no solo reducen el peso del conjunto sino que también aprovechan una conductividad térmica superior para facilitar el enfriamiento del aceite de los engranajes y extender los intervalos de reemplazo del lubricante.
El rápido desarrollo de vehículos de nueva energía ha abierto nuevas oportunidades de crecimiento para la tecnología de fundición a presión. Las carcasas del motor, las placas finales del paquete de baterías y las carcasas del controlador adoptan predominantemente soluciones de fundición a presión de aluminio. Las carcasas de motores, por ejemplo, requieren canales de agua de refrigeración integrados y hombros de montaje internos, presentando estructuras complejas con altas exigencias de sellado. La fundición a presión permite la formación de perfiles de canales de agua en una sola operación, lo que reduce las operaciones de mecanizado y los riesgos de fugas. Además, las aplicaciones intersectoriales, como los disipadores de calor de farolas LED y los cuerpos de válvulas neumáticas, se basan en una experiencia madura en fundición a presión de automóviles, utilizando el alto coeficiente de conductividad térmica del aluminio para una disipación de calor eficiente.
| Sistema de aplicación | Piezas típicas de fundición a presión | Grado del material | Requisitos básicos de rendimiento |
| Sistema de motor | Pistones, tapas de culatas, cárteres de aceite | A380, ADC12 | Resistencia a altas temperaturas, resistencia al desgaste |
| Sistema de transmisión | Carcasa de caja de cambios, carcasa de embrague | A380, AlSi10MnMg | Rigidez, Sellado, Conductividad Térmica |
| Nuevo tren motriz de energía | Carcasa del motor, placas terminales de la batería | AlSi10MnMg, A365 | Conductividad térmica, blindaje EMI, hermeticidad |
| Sistema de chasis | Manguetas de dirección, soportes del brazo de control | A356, AlSi7Mg | Resistencia a la fatiga, dureza al impacto |
| Estructura del cuerpo | Juntas del pilar A, torres de choque | AlSi10MnMg | Absorción de energía en caso de colisión, confiabilidad de la conexión |
En particular, los avances en la tecnología de fundición a presión integrada han permitido formar conjuntos de piso trasero del Tesla Model Y y componentes estructurales ultragrandes similares en una sola operación de fundición. Este enfoque consolida más de 70 piezas individuales estampadas y soldadas en una sola pieza fundida, lo que simplifica significativamente las cadenas de suministro y los procesos de ensamblaje. Esta tendencia indica que la tecnología de fundición a presión está evolucionando desde la fabricación de un solo componente hacia piezas estructurales integradas a gran escala.
La fundición a presión de autopartes de alta calidad depende de la coordinación sistemática entre el diseño del molde, los parámetros de fundición y las operaciones de posprocesamiento. Durante la fase de diseño del molde, la posición de la compuerta, los canales de ventilación y el diseño del circuito de enfriamiento determinan directamente la integridad del llenado y las tasas de porosidad interna. Las plataformas de diseño CAD/CAE/CAM integradas permiten la simulación virtual del flujo de aluminio, la contracción por solidificación y la distribución de la tensión térmica, lo que permite la identificación temprana de riesgos de defectos, incluidos el atrapamiento de gas, cierres en frío y grietas en caliente.
El control preciso de los parámetros de fundición a presión es igualmente crítico. Para las máquinas automáticas de fundición a presión de 1600 toneladas, las ventanas de proceso típicas incluyen: temperatura del aluminio fundido de 680 a 720 °C, temperatura del molde de 180 a 240 °C, presión de inyección de 60 a 100 MPa, con posiciones de conmutación de alta velocidad configuradas con precisión según el espesor de la pared de la pieza. Una temperatura excesiva del aluminio aumenta la inclusión de óxido y las tendencias de soldadura del troquel, mientras que una temperatura insuficiente del molde provoca cierres en frío y marcas de flujo en la superficie. En consecuencia, el control coordinado entre las unidades de temperatura del molde y las máquinas de fundición a presión constituye la base para la consistencia del lote.
Las operaciones de posprocesamiento abarcan la eliminación de compuertas, el tratamiento térmico, el mecanizado de precisión y el acabado de superficies. El tratamiento térmico T6 mejora significativamente la resistencia a la tracción del material A356 de aproximadamente 180 MPa en estado fundido a más de 310 MPa. Para el sellado de componentes críticos, como carcasas de cajas de engranajes y cuerpos de válvulas, es obligatoria una prueba de fugas al 100%, con detectores de fugas de espectrometría de masas de helio capaces de identificar microfugas a niveles de 1×10⁻⁵Pa·m³/s.
Mientras que las aleaciones de aluminio dominan los grandes componentes estructurales de los automóviles, la fundición a presión de zinc mantiene un valor único en piezas pequeñas de precisión. El punto de fusión de la aleación de zinc es de aproximadamente 420 °C, sustancialmente más bajo que el de las aleaciones de aluminio, lo que resulta en una carga térmica reducida en los moldes y una vida útil prolongada de los moldes que alcanza entre 500 000 y 1 000 000 de ciclos, en comparación con los 100 000 a 200 000 ciclos antes de la revisión importante de los moldes de fundición a presión de aluminio. Las piezas fundidas a presión de zinc logran una mayor precisión dimensional en los niveles CT4 a CT5, con superficies adecuadas para cromado decorativo directo, comúnmente aplicado a mecanismos de cerraduras de puertas de automóviles, emblemas decorativos y conectores de precisión en aplicaciones de lotes pequeños y de alto valor agregado.
Sin embargo, la densidad de la aleación de zinc de 6,7 g/cm³ es aproximadamente 2,5 veces mayor que la del aluminio, lo que limita su aplicación en estructuras primarias de automóviles de peso ligero. Por lo tanto, los fabricantes de fundición a presión suelen tomar decisiones de selección de materiales entre aluminio y zinc en función de las dimensiones de las piezas, los objetivos de peso y los requisitos funcionales: las carcasas y componentes estructurales grandes dan prioridad a las aleaciones de aluminio, mientras que los componentes de transmisión de precisión pequeños y las piezas decorativas pueden considerar soluciones de moldes de fundición a presión de zinc.
Al seleccionar proveedores de fundición a presión de autopartes, se recomienda la evaluación en tres dimensiones: sistemas de calidad, capacidades de los equipos y equipos técnicos. En primer lugar, la certificación IATF16949 sirve como umbral de entrada para las cadenas de suministro automotrices, lo que requiere que los proveedores implementen una gestión de riesgos en todos los procesos de desarrollo de diseño, producción y servicio. En segundo lugar, el tonelaje de la fuerza de sujeción de la máquina de fundición a presión determina el área máxima proyectada de piezas producibles; Los equipos de clase de 1600 toneladas cubren la mayoría de las carcasas de cajas de cambios y de motores, mientras que los componentes estructurales integrados ultragrandes requieren máquinas de más de 6000 toneladas.
La capacidad interna de diseño de moldes representa otro indicador fundamental. Los fabricantes equipados con más de 80 centros de mecanizado CNC, máquinas de electroerosión y equipos de corte de alambre pueden completar el proceso completo de diseño de moldes, mecanizado, ensamblaje y producción de prueba en el sitio, acortando los ciclos de desarrollo de nuevos productos. Además, las configuraciones de laboratorio con espectrómetros, sistemas de inspección por rayos X y máquinas de medición por coordenadas garantizan una trazabilidad completa de los datos desde la recepción de la materia prima hasta el envío del producto terminado.
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano