Elegir el método de lanzamiento correcto para Piezas de fundición de aluminio puede significar la diferencia entre un producto de alto rendimiento y una falla costosa. El casting de arena, el lanzamiento de dias y el lanzamiento de inversiones tienen ventajas distintas, pero aplicarlos mal conduce a recursos desperdiciados.
1. Mecánica de proceso: cómo cada método da forma a aluminio
La fundición de arena utiliza moldes de arena prescindibles formados alrededor de un patrón. El aluminio fundido se vierte en la cavidad, se enfría, y luego el molde se rompe para recuperar la pieza. Este método deja un acabado superficial rugoso (típicamente AR 12.5–25 μm) y requiere post-maquinamiento para precisión.
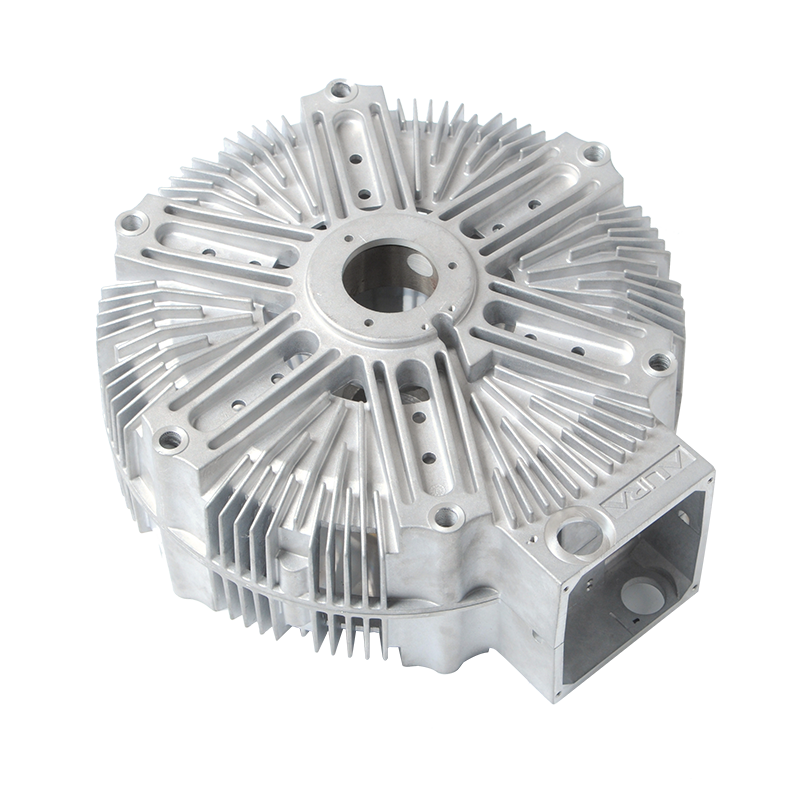
Fuerzas de fundición de matriz Aluminio fundido a alta presión (10–200 MPa) en moldes de acero reutilizables. El enfriamiento rápido produce piezas de forma cercana a las superficies lisas (AR 0.8–3.2 μm) y tolerancias estrechas (± 0.1 mm).
El casting de inversión (fundición de cera perdida) construye un caparazón de cerámica alrededor de un patrón de cera. Después de derretir la cera, el aluminio se vierte en la cavidad, creando formas intrincadas con detalles finos (± 0.05 mm de tolerancia) y calidad de la superficie (AR 1.6–6.3 μm).
2. Costo vs. volumen: método de coincidencia a escala de producción
Casting de arena: ideal para piezas de bajo volumen, grandes (por ejemplo, bloques de motor). Los costos de herramientas son bajos (500–5,000), pero los costos por unidad aumentan con la mano de obra manual. Los tiempos de ciclo varían de horas a días.
Casting de die: optimizado para carreras de alto volumen (10,000 unidades). Los costos iniciales de herramientas son empinados (20,000–100,000), pero los costos por parte disminuyen bruscamente debido a ciclos rápidos (30–300 disparos/hora).
Casting de inversiones: mejor para volúmenes medios (100-10,000 unidades) de piezas complejas y pequeñas a medianas (por ejemplo, soportes aeroespaciales). Los costos de herramientas caen entre la arena y la fundición de troquel (5,000–30,000), con ciclos más lentos (2–8 horas por caparazón).
3. Comprimensiones de rendimiento: fuerza, detalle y acabado
Porosidad: las piezas de fundición a arena tienen una mayor porosidad (4–8%), lo que limita su uso en aplicaciones de alto estrés. La fundición de Die minimiza la porosidad (1–3%) a través del relleno presurizado. El casting de inversión logra 2–4% de porosidad, adecuada para tolerancias aeroespaciales.
Resolución detallada: Die Casting lucha con socavos y paredes delgadas (<1 mm). La fundición de inversión sobresale en la producción de características como turbinas con espesores de pared de 0.5 mm.
Residuos de material: la fundición de arena genera 15–30% de chatarra; La fundición de la muerte recicla el 95% del exceso de material. Desechos de lanzamiento de inversiones 10-20% debido a la rotura de caparazón de cerámica.
4. Aplicaciones de la industria: donde brilla cada método
Casting de arena: maquinaria de construcción, componentes marinos.
Die Casting: transmisiones automotrices, carcasas electrónicas de consumo.
Casting de inversiones: implantes médicos, hardware de defensa.
Un estudio reciente encontró que el 34% de las fallas de la pieza de aluminio provienen de métodos de fundición no coincidentes。
¿ESTÁ USTED LISTO PARA COOPERAR CON JIEDA?
*Su correo electrónico está seguro con nosotros, no enviamos spam.
PRODUCTOS
INFORMACIÓN DE CONTACTO
nbjd011@126.com
+86-574-86115705
No. 58 Calle Mold, Zona industrial de tecnología Daqi, Distrito de Beilun, Ciudad de Ningbo
 English
English
 Español
Español
 italiano
italiano